摘 要:本发明公开了透气舒适纺织面料及其加工工艺,涉及面料技术领域。其技术方案要点是:包括接触层和散湿层,所述接触层上间隔地设置有若干支撑片,所述支撑片的截面形状呈波浪形,所述支撑片的高度大于接触层的厚度。本发明中设置有苎麻纱线,苎麻纱线的透气吸湿性好且散湿速度快,从而将体表的汗液吸附至面料中并将面料内的汗液扩散到空气,提高体表与面料的干爽性。
技术要点
1.透气舒适纺织面料,包括接触层(1)和散湿层(2),其特征在于:所述接触层(1)上间隔地设置有若干支撑片(3),所述支撑片(3)的截面形状呈波浪形,所述支撑片(3)的高度大于接触层(1)的厚度。
2.根据权利要求1所述的透气舒适纺织面料,其特征在于:所述接触层(1)上开设有若干放置槽,所述支撑片(3)固定连接在放置槽内,所述支撑片(3)远离固定点的侧壁与放置槽的内壁间形成有流通槽(4)。
3.根据权利要求2所述的透气舒适纺织面料,其特征在于:所述散湿层(2)上开设有若干透气槽(5),所述透气槽(5)的截面形状呈十字形,所述透气槽(5)的宽度大于或等于放置槽的宽度,所述透气槽(5)的长度大于或等于放置槽的长度。
4.根据权利要求3所述的透气舒适纺织面料,其特征在于:所述透气槽(5)形成的夹角处开设有加强槽(6),所述加强槽(6)的截面形状呈L形。
5.根据权利要求2所述的透气舒适纺织面料,其特征在于:所述支撑片(3)与散湿层(2)开设透气槽(5)的位置对应设置。
6.根据权利要求1所述的透气舒适纺织面料,其特征在于:所述接触层(1)通过柔软亲肤纱线(7)编织形成,所述散湿层(2)通过强度散湿纱线(11)编织而成,所述强度散湿纱线(11)的散湿速度大于柔软亲肤纱线(7)的散湿速度。
7.根据权利要求6所述的透气舒适纺织面料,其特征在于:所述强度散湿纱线(11)包括苎麻纱线(8)、涤纶纱线(9)和丙纶纱线(10)。
8.根据权利要求7所述的透气舒适纺织面料,其特征在于:所述柔软亲肤纱线(7)包括苎麻纱线(8)、珍珠纱线(12)和涤纶纱线(9)。
9.透气舒适纺织面料的加工工艺,用于权利要求1?8任一项所述透气舒适纺织面料的生产,其特征在于:包括
步骤一:将接触层(1)和散湿层(2)呈卷放置在加工装置上;
步骤二:通过加工设备在散湿层(2)上加工形成透气槽(5)和加强槽(6);
步骤三:加工设备在接触层(1)上切割出流通槽(4),并且对流通槽(4)围成区域进行加工形成波浪形的支撑片(3);
步骤四:通过加工设备对接触层(1)和散湿层(2)进行复合收卷。
技术领域
本发明涉及面料技术领域,更具体地说,它涉及透气舒适纺织面料及其加工工艺。
背景技术
纺织品是日常生活用品,传统的纺织品通常采用化纤面料制成以满足人们对于纺织品的耐用性需求。慢慢地,随着人们生活水平的提高,人们对于纺织面料的要求不再局限于耐用性,而逐步倾向于追求舒适性和功能性。
面料是制作衣服的原料,面料的特性越好,那么利用这个面料制作出来的衣服的舒适性越好,现如今人们对于服装的要求也更高,尤其是学生,在炎热的夏天轻便透气的校服十分的重要,能够间接地提高学生的学习效率,现有的校服在使用时透气效果差,十分地容易出汗,尤其是校服紧贴着皮肤,更加地容易出汗,且学生的活动运动量大,为了保证面料可以长时间地使用会采用化学纤维纺织,进一步降低面料穿着的舒适透气性,因而需要设置一种结构解决化纤面料透气性差的问题。
因此需要提出一种新的方案来解决这个问题。
发明内容
针对现有技术存在的不足,本发明的目的在于提供透气舒适纺织面料及其加工工艺。
本发明的上述技术目的是通过以下技术方案得以实现的:该透气舒适纺织面料及其加工工艺,包括接触层和散湿层,所述接触层上间隔地设置有若干支撑片,所述支撑片的截面形状呈波浪形,所述支撑片的高度大于接触层的厚度。
本发明进一步设置为:所述接触层上开设有若干放置槽,所述支撑片固定连接在放置槽内,所述支撑片远离固定点的侧壁与放置槽的内壁间形成有流通槽。
本发明进一步设置为:所述散湿层上开设有若干透气槽,所述透气槽的截面形状呈十字形,所述透气槽的宽度大于或等于放置槽的宽度,所述透气槽的长度大于或等于放置槽的长度。
本发明进一步设置为:所述透气槽形成的夹角处开设有加强槽,所述加强槽的截面形状呈L形。
本发明进一步设置为:所述支撑片与散湿层开设透气槽的位置对应设置。
本发明进一步设置为:所述接触层通过柔软亲肤纱线编织形成,所述散湿层通过强度散湿纱线编织而成,所述强度散湿纱线的散湿速度大于柔软亲肤纱线的散湿速度。
本发明进一步设置为:所述强度散湿纱线包括苎麻纱线、涤纶纱线和丙纶纱线。
本发明进一步设置为:所述柔软亲肤纱线包括苎麻纱线、珍珠纱线和涤纶纱线。
透气舒适纺织面料的加工工艺,用于透气舒适纺织面料的生产,包括
步骤一:将接触层和散湿层呈卷放置在加工装置上;
步骤二:通过加工设备在散湿层上加工形成透气槽和加强槽;
步骤三:加工设备在接触层上切割出流通槽,并且对流通槽围成区域进行加工形成波浪形的支撑片;
步骤四:通过加工设备对接触层和散湿层进行复合收卷
综上所述,本发明具有以下有益效果:
靠近体表一侧支撑片能够支撑接触层与体表之间形成间隙,使得空气能够在接触层与体表之间流通,增大体表、接触层与空气的接触面积,加快体表与接触层上汗液的蒸发速度,支撑片的截面形状呈波浪形,使得支撑片与体表接触为线接触,进一步减少接触层与体表的接触面积,确保体表出汗后接触层黏附在体表上的面积少,提高面料穿着时的舒适度。
附图说明
图1为本发明的结构示意图;
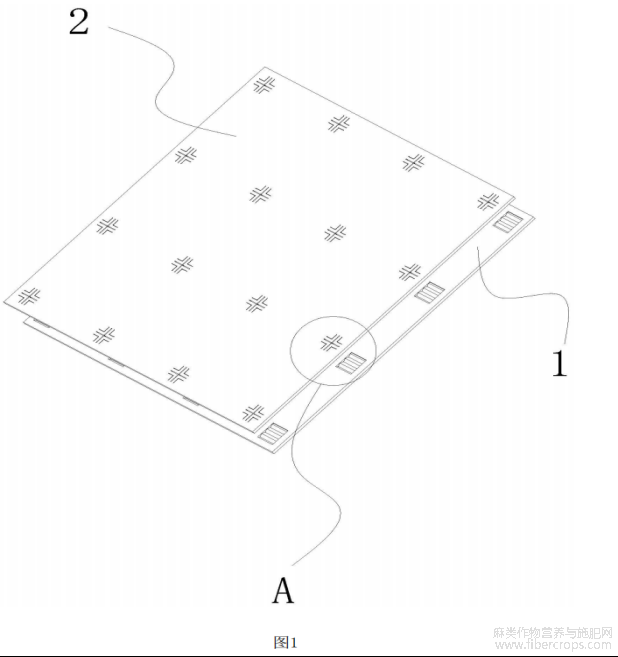
图2为图1中A处的放大示意图;
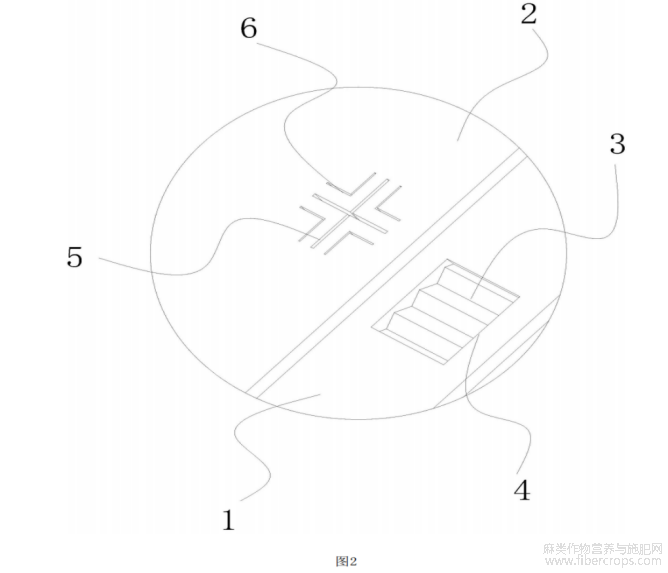
图3为本发明中柔软亲肤纱线的切片图;
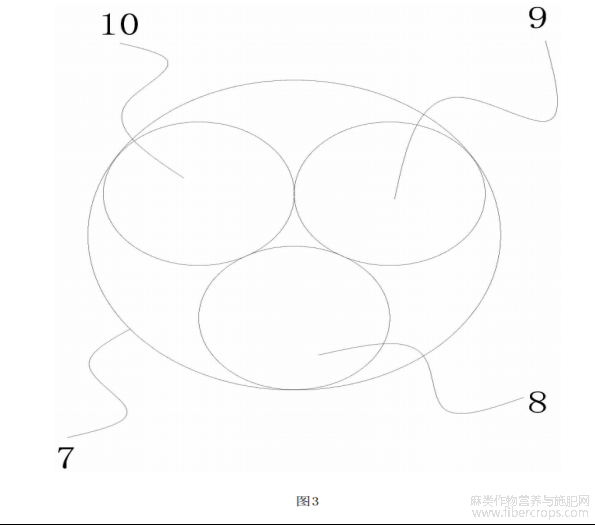
图4为本发明中强度散湿纱线的切片图;
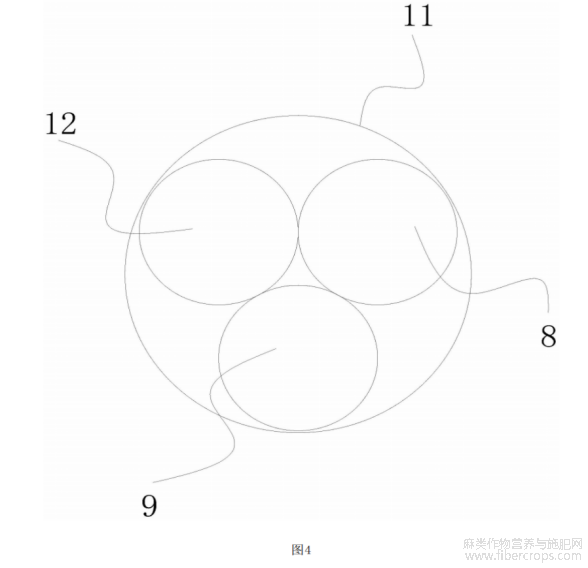
图5为本发明中加工装置的结构示意图;
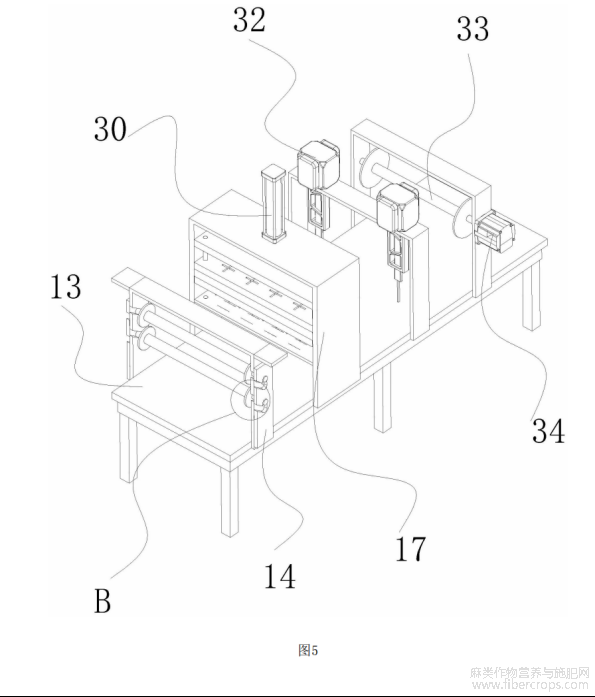
图6为图5中B处的放大示意图;
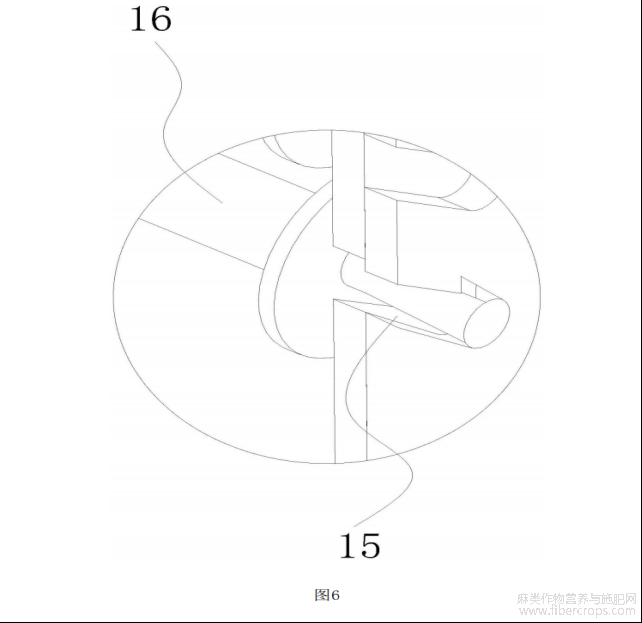
图7为本发明中加工组件的结构示意图;
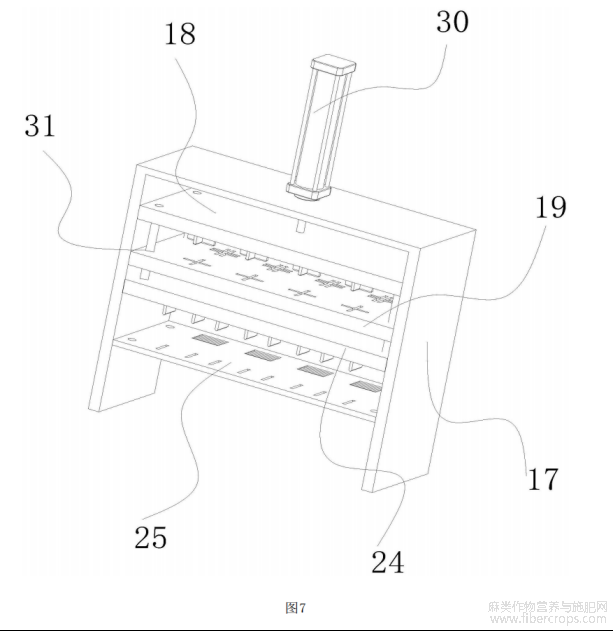
图8为本发明中加工组件的剖视图一;
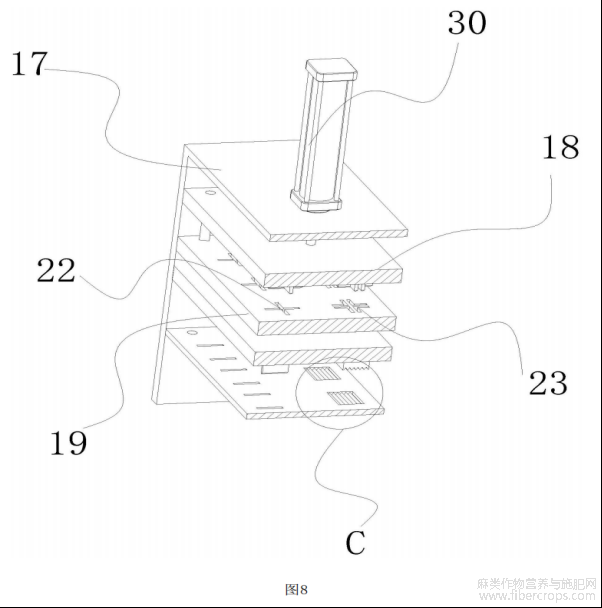
图9为图8中C处的放大示意图;
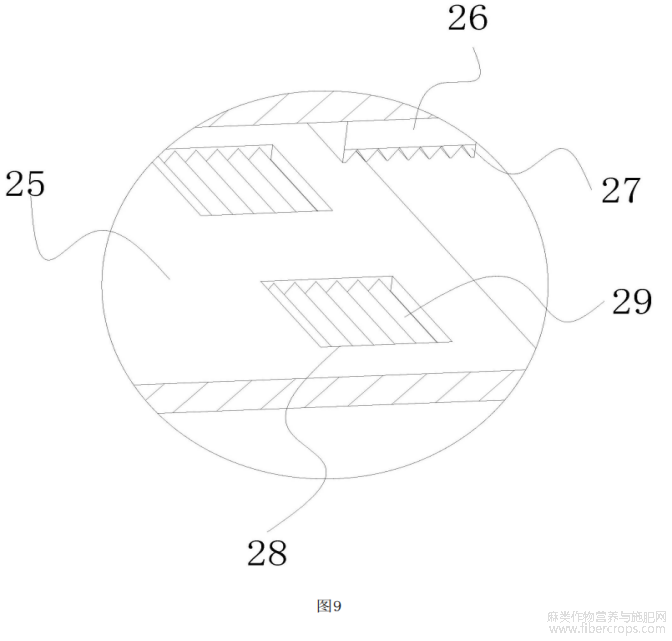
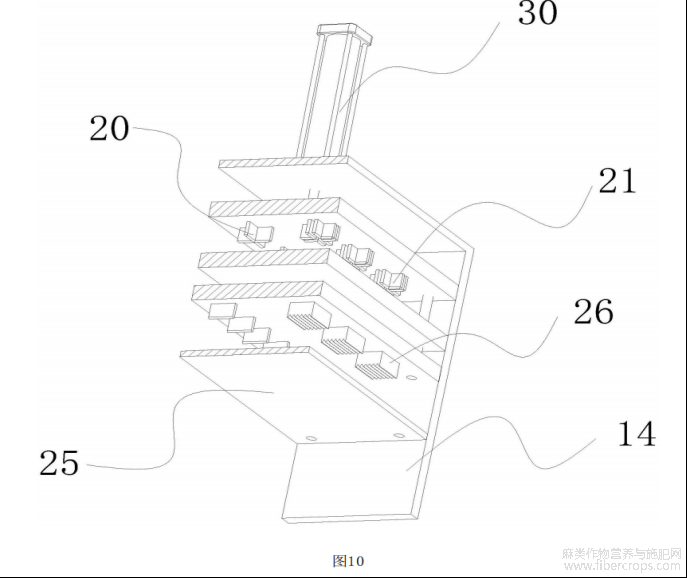
图10为本发明中加工组件的剖视图二。
图中:1、接触层;2、散湿层;3、支撑片;4、流通槽;5、透气槽;6、加强槽;7、柔软亲肤纱线;8、苎麻纱线;9、涤纶纱线;10、丙纶纱线;11、强度散湿纱线;12、珍珠纱线;13、支撑架;14、放置架;15、转动槽;16、卷布辊;17、固定架;18、操作板一;19、承接板一;20、切割刀一;21、切割刀二;22、贯穿槽一;23、贯穿槽二;24、操作板二;25、承接板二;26、热压板;27、凸条一;28、凹陷槽;29、凸条二;30、气缸;31、滑动槽;32、缝纫机;33、收卷辊;34、电机。
具体实施方式
下面结合附图和实施例,对本发明进行详细描述。
该透气舒适纺织面料,如图1和图2所示,包括接触层1和散湿层2,接触层1与体表接触,散湿层2与外界空气接触,接触层1吸附体表的汗液然后通过散湿层2扩散到空气中,提高体表与面料上汗液的干燥速度,接触层1上间隔的设置有若干支撑片3,支撑片3的高度大于接触层1的厚度,使得支撑片3的两侧分别穿出与接触层1的两侧,靠近体表一侧支撑片3能够支撑接触层1与体表之间形成间隙,使得空气能够在接触层1与体表之间流通,增大体表、接触层1与空气的接触面积,加快体表与接触层1上汗液的蒸发速度,支撑片3的截面形状呈波浪形,使得支撑片3与体表接触为线接触,进一步减少接触层1与体表的接触面积,确保体表出汗后接触层1黏附在体表上的面积少,提高面料穿着时的舒适度。
如图1和图2所示,接触层1上开设有若干放置槽,支撑片3固定连接在放置槽内,支撑片3远离固定点的侧壁与放置槽的内壁间形成有流通槽4,支撑片3与接触层1呈一体成型设置,使得接触层1连接固定在放置槽内时更加稳定,流通槽4的设置降低了支撑片3与接触层1连接强度,便于对支撑片3的加工处理,且流通槽4为接触层1两侧空气的交换提供了通道,保证外界的空气能够稳定穿过面料与体表接触,提高面料的透气效果。
如图1和图2所示,散湿层2上开设有若干透气槽5,透气槽5的截面形状呈十字形,十字形的设置扩大了透气槽5辐射的范围,增大面料透气的区域使得面料的透气效果更好,同时避免透气槽5太大影响面料的平整度和使用的稳定性,同时也达到保护体表隐私的目的,透气槽5的宽度大于或等于放置槽的宽度,透气槽5的长度大于或等于放置槽的长度,使得外界的空气能够稳定穿过透气槽5并沿流通槽4穿出,保证空气的流通量,透气槽5形成的夹角处开设有加强槽6,加强槽6的截面形状呈L形,加强槽6进一步提高散湿层2的透气效果,便于更多的空气面料进入面料内。
如图1和图2所示,支撑片3与散湿层2开设透气槽5的位置对应设置,支撑片3的高度大于接触层1的厚度,且透气槽5的开设降低了散湿层2设置透气槽5区域的连接强度,靠近散湿层2一侧的支撑片3推动散湿层2的透气槽5区域发生翻折,使得透气槽5的截面积增大,提高散湿层2的透气性。
如图1?图3所示,接触层1通过柔软亲肤纱线7编织形成,柔软亲肤纱线7包括苎麻纱线8、珍珠纱线12和涤纶纱线9,苎麻纱线8、珍珠纱线12和涤纶纱线9通过加捻机加捻得到柔软亲肤纱线7,苎麻纱线8的吸湿性好且散湿速度快,保证接触层1对体表汗液的稳定吸附并且将汗液扩散至空气以及散湿层2上,珍珠纱线12质地柔软使得接触层1与体表接触时更加舒适,涤纶纱线9的强度高且为化学纤维,便于后续对接触层1的加工,柔软亲肤纱线7按照平纹组织的编织方式通过喷水织机进行编织得到接触层1。
如图1?图4所示,散湿层2通过强度散湿纱线11编织而成,强度散湿纱线11包括苎麻纱线8、涤纶纱线9和丙纶纱线10,苎麻纱线8、涤纶纱线9和丙纶纱线10通过加捻机进行加捻得到强度散湿纱线11,丙纶纱线10能够快速地将汗液传递至空气中,加快散湿层2上汗液的传递速度,涤纶纱线9保证了散湿层2的结构强度和平整度,强度散湿纱线11通过喷水织机按照平纹组织的编织方式得到散湿层2。
如图1?图4所示,强度散湿纱线11的散湿速度大于柔软亲肤纱线7的散湿速度,强度纱线编织形成的散湿层2与空气接触,从而利用强度散湿纱线11的散湿效果加快散湿层2上汗液的扩散速度,延长面料的干燥时间。
该透气舒适纺织面料的加工工艺,如图1和图2、图5所示,用于透气舒适纺织面料的生产,包括
步骤一:将接触层1和散湿层2呈卷放置在加工装置上;
步骤二:通过加工设备在散湿层2上加工形成透气槽5和加强槽6;
步骤三:加工设备在接触层1上切割出流通槽4,并且对流通槽4围成区域进行加工形成波浪形的支撑片3;
步骤四:通过加工设备对接触层1和散湿层2进行复合收卷。
如图1和图2、图5和图6所示,加工装置包括支撑架13以及焊接在支撑架13上的上料部、加工组件、复合部和收卷部,上料部包括焊接在支撑架13上的放置架14以及转动连接在放置架14上的卷布辊16,放置架14的截面形状呈U形,放置架14的一侧开设有与其侧壁连通的转动槽15,且转动槽15的内底面距放置架14的顶面距离自转动槽15靠近放置架14侧壁的一端至另一端递增,使得卷布辊16在其自身的重力作用下在转动槽15远离开口的位置转动,保证卷布辊16在转动槽15内的稳定转动。
如图1和图2、图7?图10所示,加工组件包括固定架17以及与其焊接的用于加工散湿层2的上加工部和用于加工接触层1的下加工部,上加工部包括操作板一18和位于其下方的承接板一19,操作板一18滑动连接在固定架17的高度方向上,承接板一19焊接在固定架17上,操作板一18的底面焊接有若干切割刀一20和若干切割刀二21,切割刀一20位于操作板一18靠近上料部的一侧,切割刀一20的截面形状呈十字形,通过切割刀一20实现对散湿层2上透气槽5的加工,切割刀二21包括圆周阵列的四个切割片,切割片的截面形状为L形,相邻切割刀一20之间的距离大于切割刀一20的厚度,避免切割刀一20与切割刀二21在对散湿层2进行切割时透气槽5与加强槽6连通,保证散湿层2的强度和平整度。
如图1和图2、图7?图10所示,承接板一19上开设有若干贯穿槽一22和若干贯穿槽二23,贯穿槽一22与切割刀一20对应设置且截面形状一致,贯穿槽二23与切割刀二21对应设置且截面形状一致,使得切割刀一20与切割刀二21在对散湿层2进行切割时,切割刀一20嵌入在贯穿槽一22内,切割刀二21嵌入在贯穿槽二23内,确保切割刀一20与切割刀二21能够对散湿层2的稳定切割。
如图1和图2、图7?图10所示,下加工部包括操作板二24和位于其下方的承接板二25,操作板二24滑动连接在固定架17的高度方向上,承接板二25焊接在固定架17上,操作板二24的底面焊接有裁切刀,裁切刀在接触层1上切割出流通槽4,承接板二25上开设有与切割刀对应设置的容纳槽,确保操作板二24在对接触层1切割的稳定性,操作板二24的底面远离上料部的一侧焊接有热压板26,热压板26的宽度小于等于裁切刀的长度,使得热压板26在对接触层1进行热压后接触层1内的涤纶纱线9发生融化,便于接触层1的定型,热压板26的底面焊接有若干凸条一27,承接板二25的顶面向内凹陷形成有凹陷槽28,凹陷槽28的内底面焊接有凸条二29,当热压板26的底面与凹陷槽28的内底面贴合凸条一27的侧壁与凸条二29的侧壁贴合且交替设置,凸条一27的高度与凸条二29的高度大于接触层1的厚度,保证凸条一27与凸条二29在对接触层1进行热压后能够形成高度大于接触层1的呈波浪状的支撑片3。
如图1和图2、图7?图10所示,固定架17的顶面焊接有气缸30,固定架17的顶面开设有供气缸30的活塞穿入的贯穿槽,气缸30的活塞与操作板一18焊接,操作板一18与操作板二24通过连接杆焊接,承接板一19上开设有与连接杆滑动连接的滑动槽31,启动气缸30后,气缸30带动操作板一18与操作板二24沿固定架17的高度方向进行移动,实现对散湿层2和接触层1的加工过程。
如图1和图2、图5?图10所示,复合部包括分别焊接在支撑架13两侧缝纫机32,通过缝纫机32能够将接触层1和散湿层2复合固定在一起,收卷部包括收卷辊33以及驱动收卷辊33转动的电机34,电机34焊接在支撑架13上,电机34的转子与收卷辊33焊接,电机34启动后收卷辊33随电机34的转子发生转动,从而将复合好的接触层1和散湿层2卷制在收卷辊33上,便于后续对面料的加工处理。
工作原理:编织完成的接触层1和散湿层2收卷在卷布辊16上,将卷布辊16放置在转动槽15内,拉扯接触层1和散湿层2卷制在收卷辊33上,启动电机34后收卷辊33拉扯接触层1和散湿层2进行滑动,气缸30启动后,气缸30的活塞驱动操作板一18与操作板二24竖直向下滑动,操作板一18在滑动时按压散湿层2使切割刀一20穿过散湿层2插入至贯穿槽一22内,在散湿层2上形成透气槽5,同时切割刀二21穿过散湿层2插入至贯穿槽二23内,在透气槽5的周围切割形成加强槽6,操作板二24在向下滑动时,裁切刀穿过接触层1插入至容纳槽内,在接触层1上切割形成流通槽4,热压板26在向下滑动时插入凹陷槽28内,通过凸条一27与凸条二29位于相邻流通槽4围成区域进行挤压形成支撑片3,最后缝纫机32将接触层1和散湿层2缝合固定并通过收卷辊33进行卷制。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
摘自国家发明专利,发明人:陈建春,付琴,卢传顺,申请号:202310848483.X,申请日:2023.07.11
