摘 要:本发明公开了一种新型黄麻纤维床垫芯板,包括从上至下依次连接的上面层、平铺纤维网层、直立铺纤维网层和下面层;所述平铺纤维网层和直立铺纤维网层由黄麻纤维与低熔点树脂纤维经过双重铺网生产方法制成。还公开一种生产该新型黄麻纤维床垫芯板的方法。本发明克服了现有技术的缺陷,能够加工出一种承托性更好、弹性适中、经久耐用的新型黄麻纤维床垫芯板。
技术要点
1.一种新型黄麻纤维床垫芯板,其特征在于:包括从上至下依次连接的上面层(1)、平铺纤维网层(2)、直立铺纤维网层(3)和下面层(4);所述平铺纤维网层和直立铺纤维网层由黄麻纤维与低熔点树脂纤维经过双重铺网生产方法制成。
2.根据权利要求1所述新型黄麻纤维床垫芯板,其特征在于:所述低熔点树脂纤维为聚丙烯纤维,熔点在170℃左右。
3.根据权利要求1所述新型黄麻纤维床垫芯板,其特征在于:所述上面层和下面层为无纺布。
4.一种生产权利要求1或2或3所述新型黄麻纤维床垫芯板的方法,其特征在于:采用双重铺网工艺;采用平铺系统梳理机组和直立铺网系统梳理机组处理,平铺系统梳理机组和直立铺网系统梳理机组同向并行排列,其中直立铺网机组梳理机输出的纤维网沿三角导板翻转90度与平铺机构的底帘运行方向一致,经上垂直传送底帘至直立铺网机构,再经直立铺网机构直立铺设叠加在下传送底帘输送过来的平铺叠层纤维网上;上下面层分别导入面层无纺布;然后通过输送帘输送进烘箱热熔;再冷却固结定型。
5.根据权利要求4所述方法,其特征在于:采用2-4组梳理机组处理,包括平铺系统梳理机组和直立铺网系统梳理机组,每一组梳理机组依次包括棉箱1台、振动给棉机1台、单锡林中速梳理机1台。
6.根据权利要求4或5所述方法,其特征在于:采用2组梳理机组处理,包括平铺系统梳理机组和直立铺网系统梳理机组,平铺系统梳理机组和直立铺网系统梳理机组同向并行排列,其中直立铺网机组梳理机输出的纤维网沿三角导板翻转90度与平铺机构的底帘运行方向一致,经上垂直传送底帘至直立铺网机构,再经直立铺网机构直立铺设叠加在下传送底帘输送过来的平铺叠层纤维网上;上下面层分别导入面层无纺布;然后通过输送帘输送进烘箱热熔;再冷却固结定型。
7.根据权利要求4所述方法,其特征在于:采用平铺系统梳理机组和直立铺网系统梳理机组处理之前,先将黄麻纤维与低熔点树脂纤维依次按照开包、混棉、开松工序前处理。
8.根据权利要求4所述方法,其特征在于包括如下步骤:
a.黄麻与低熔点树脂纤维前处理:采用非织造前工序处理,依次经开包、混合、开松,使各组分纤维均匀分散、混合均匀,供给梳理机;
b.双重铺网:采用平铺系统梳理机组和直立铺网系统梳理机组处理,平铺系统梳理机组和直立铺网系统梳理机组同向并行排列,其中直立铺网机组梳理机输出的纤维网沿三角导板翻转90度与平铺机构的底帘运行方向一致,经上垂直传送底帘至直立铺网机构,再经直立铺网机构直立铺设叠加在下传送底帘输送过来的平铺叠层纤维网上;上下面层分别导入面层无纺布;
c.恒温风热烘烤:将经上述步骤所得纤维网通过输送帘输送进烘箱热熔,烘箱分段式逐级加温,共分4段加温,第一段100-105℃、第二段130-135℃、第三段200-210℃、第四段210-215℃,使高分子聚酯纤维均衡收缩并适度熔化,且与混配的黄麻纤维粘连,形成整体均衡的3D网状结构;
d.水冷固结:经上述步骤形成的整体均衡的3D网状结构,在输出烘箱后导入到水冷箱经多对上下水冷上下对辊和常温气流极速降温以固化熔融的树脂纤维,从而固结该3D网状结构,即得到黄麻纤维床垫芯板,水冷箱内控温20-25℃,上下冷水辊导入低于10-15℃的循环流动水。
9.根据权利要求4所述方法,其特征在于:还包括切割步骤,将所得床垫芯板在线切割,采用自动切割设备往返运行实现生产和切割同步完成,床垫连续生产不间断。
10.根据权利要求4所述方法,其特征在于:所述底帘宽度大于纤维网宽度,底帘两边有15-20公分的余地。
技术领域
本发明涉及一种黄麻床垫,特别涉及一种新型黄麻纤维床垫芯板;还涉及一种生产该新型黄麻纤维床垫芯板的方法。
背景技术
床垫是现在已经成为人们日常生活中必要的用品。钢质弹簧床垫已被人们广泛接纳和使用,乳胶床垫也一度风靡高端床垫产品市场,近年来一些植物纤维床垫如椰棕纤维植物床垫又应时而生走进千家万户。
但是,钢质弹簧床垫的钢质结构缺乏与家居环境互动平衡;乳胶床垫抗氧化性能差,老化废弃污染严重;椰棕纤维植物床垫因纤维间残留果胶等低分子糖类物质较多,容易滋生细菌和虫卵而对家居生活造成困扰。
而黄麻纤维床垫可以克服上述缺陷。以纤维素为主要成分的黄麻纤维具有环境友好性,黄麻纤维有数千年的使用历史,具有优良的抗菌抑虫性能,尤其抗螨虫性能突出,黄麻纤维中含义酚类物质,能破坏霉菌类微生物实体的形成、细胞的透性、孢子萌发,阻碍呼吸作用及细胞膨胀,促进细胞原生质体的解体和细胞壁损坏等,主要抑制大肠杆菌(革兰氏阴性菌)、金黄色葡萄球菌(革兰氏阳性菌)、白色念珠菌(真菌),绿浓杆菌等,尤其是对繁殖能力极强的虫螨,具有极强的驱避性,经SGS机构检测,采用GB/T24253-20099.1驱避法测试,驱满率高达97﹪,纤维原料资源丰富,价格亲民。
将黄麻纤维混配低熔点树脂纤维采用非织造技术加工成床垫芯板,通过高温热熔后冷却固结,未使用化工胶水溶剂,产品零甲醛,刚性和弹性适中,经久耐用,用作床垫产品有助于青少年形体健康成长和中老年人脊柱呵护,同时,黄麻纤维具有吸湿放湿快的特点,有利于家居环境的湿平衡。
目前,市面上厚度为2-5公分黄麻纤维床垫芯板的非织造工艺中通常采用平铺铺网技术,纤维网在底帘上叠加到一定厚度后,再经热熔上下双面贴合面层无纺布(如图1所示),但是,由于芯板板材厚度是通过梳理出来的单层或双层纤维网层层叠加形成,板材承压回弹性偏低。5-15公分厚的黄麻纤维床垫芯板通常采用直立铺网工艺,纤维层经短程摆动引导对辊输出层叠后旋转90度后导入到底帘再往前输送,纤维层排列方向与板材面垂直,再经热熔上下双面贴合面层无纺布(如图2所示),这种床垫芯板弹性好,但是,因面层无纺布较薄(一般1-2毫米),热熔贴合后面层仍有芯层折叠纹,在使用过程中长期不规则承压或搓揉易形成芯层撕裂变形。以上两种床垫芯板上下两个面层结构一样,无正反面区分。
因此,如何才能生产出一种承托性更好、弹性适中、经久耐用的新型黄麻纤维床垫芯板,成了本领域技术人员迫切解决的一个技术问题。
发明内容
本发明的目的在于提供一种承托性更好、弹性适中、经久耐用的新型黄麻纤维床垫芯板,还提供一种生产该新型黄麻纤维床垫芯板的方法。
为了解决上述技术问题,本发明的新型黄麻纤维床垫芯板,包括从上至下依次连接的上面层、平铺纤维网层、直立铺纤维网层和下面层;所述平铺纤维网层和直立铺纤维网层由黄麻纤维与低熔点树脂纤维经过双重铺网生产方法制成。
所述低熔点树脂纤维为聚丙烯纤维,熔点在170℃左右。
所述上面层和下面层为无纺布。
生产上述新型黄麻纤维床垫芯板的方法:采用双重铺网工艺;采用平铺系统梳理机组和直立铺网系统梳理机组处理,平铺系统梳理机组和直立铺网系统梳理机组同向并行排列,其中直立铺网机组梳理机输出的纤维网沿三角导板翻转90度与平铺机构的底帘运行方向一致,经上垂直传送底帘至直立铺网机构,再经直立铺网机构直立铺设叠加在下传送底帘输送过来的平铺叠层纤维网上;上下面层分别导入面层无纺布;然后通过输送帘输送进烘箱热熔;再冷却固结定型。
采用2-4组梳理机组处理,包括平铺系统梳理机组和直立铺网系统梳理机组,每一组梳理机组依次包括棉箱1台、振动给棉机1台、单锡林中速梳理机1台。
采用2组梳理机组处理,包括平铺系统梳理机组和直立铺网系统梳理机组,平铺系统梳理机组和直立铺网系统梳理机组同向并行排列,其中直立铺网机组梳理机输出的纤维网沿三角导板翻转90度与平铺机构的底帘运行方向一致,经上垂直传送底帘至直立铺网机构,再经直立铺网机构直立铺设叠加在下传送底帘输送过来的平铺叠层纤维网上;上下面层分别导入面层无纺布;然后通过输送帘输送进烘箱热熔;再冷却固结定型。
采用平铺系统梳理机组和直立铺网系统梳理机组处理之前,先将黄麻纤维与低熔点树脂纤维依次按照开包、混棉、开松工序前处理。
上述方法包括如下步骤:
a.黄麻与低熔点树脂纤维前处理:采用非织造前工序处理,依次经开包、混合、开松,使各组分纤维均匀分散、混合均匀,供给梳理机;
b.双重铺网:采用平铺系统梳理机组和直立铺网系统梳理机组处理,平铺系统梳理机组和直立铺网系统梳理机组同向并行排列,其中直立铺网机组梳理机输出的纤维网沿三角导板翻转90度与平铺机构的底帘运行方向一致,经上垂直传送底帘至直立铺网机构,再经直立铺网机构直立铺设叠加在下传送底帘输送过来的平铺叠层纤维网上;上下面层分别导入面层无纺布;
c.恒温风热烘烤:将经上述步骤所得纤维网通过输送帘输送进烘箱热熔,烘箱分段式逐级加温,共分4段加温,第一段100-105℃、第二段130-135℃、第三段200-210℃、第四段210-215℃,使高分子聚酯纤维均衡收缩并适度熔化,且与混配的黄麻纤维粘连,形成整体均衡的3D网状结构;
d.水冷固结:经上述步骤形成的整体均衡的3D网状结构,在输出烘箱后导入到水冷箱经多对上下水冷上下对辊和常温气流极速降温以固化熔融的树脂纤维,从而固结该3D网状结构,即得到黄麻纤维床垫芯板,水冷箱内控温20-25℃,上下冷水辊导入低于10-15℃的循环流动水。
还包括切割步骤,将所得床垫芯板在线切割,采用自动切割设备往返运行实现生产和切割同步完成,床垫连续生产不间断。
所述底帘宽度大于纤维网宽度,底帘两边有15-20公分的余地。
本发明采用双重铺网生产方法,即平铺和直立铺网相结合的一体化加工技术,在平铺叠加后的纤维网上再通过直立铺网机构铺上一层叠加的直立纤维网层,形成上下层不同结构的芯板,在床垫使用时,该芯板的直立铺网纤维层在下层,平铺纤维网在上层(见图1),上下两面结构有差异,有正反面之差,承托性更好,弹性适中,能突出产品性能优势,芯板经久耐用。
附图说明
图1是现有技术平铺工艺生产的床垫芯板示意图;
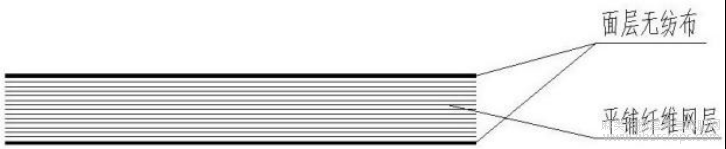
图1
 图2是现有技术直立铺网工艺生产的床垫芯板示意图;
图2是现有技术直立铺网工艺生产的床垫芯板示意图;
图2
图3是本发明的床垫芯板结构示意图;
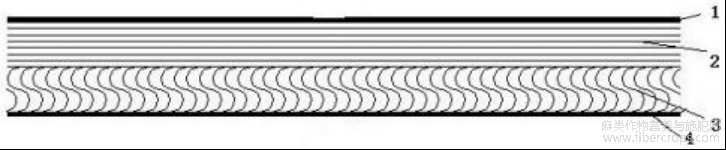
图3
图4是本发明的双重铺网生产方法流程示意图(两头梳理组);
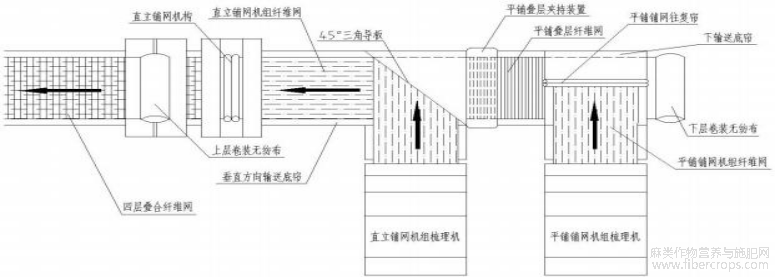
图4
图5是本发明的双重铺网生产方法中平铺铺网流程示图;
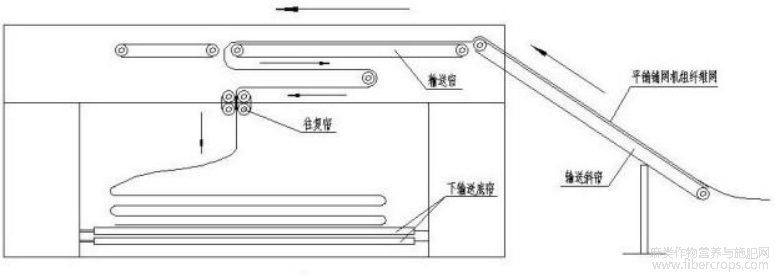
图5
图6是本发明的双重铺网生产方法中直立铺网流程示意图;
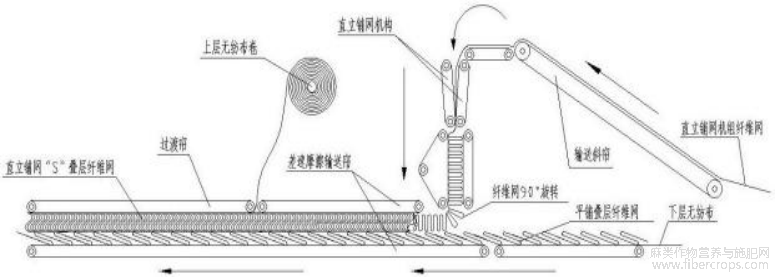
图6
图7是本发明的双重铺网生产方法中直立铺网纤维网90。转向流程示意图。
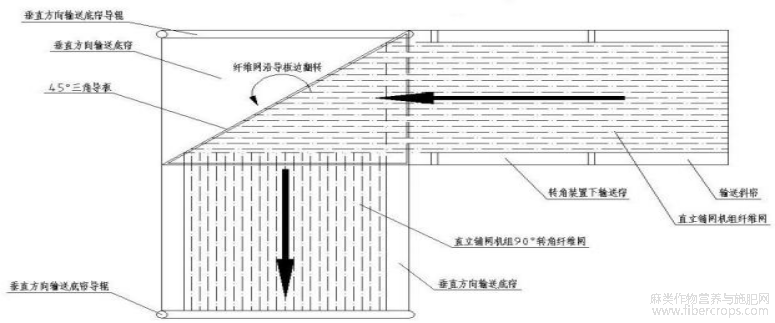
图7
实施方式
下面对本发明作详细描述:
本发明的新型黄麻纤维床垫芯板,在床垫使用时,如图3所示,包括从上至下依次连接的上面层1、平铺纤维网层2、直立铺纤维网层3和下面层4。平铺纤维网层和直立铺纤维网层由黄麻纤维与低熔点树脂纤维经过双重铺网生产方法制成。
低熔点树脂纤维为聚丙烯纤维,熔点在170℃左右。
上面层和下面层为无纺布。
生产方法,其工艺流程如图4、图5、图6、图7所示:采用双重铺网工艺;采用平铺系统梳理机组和直立铺网系统梳理机组处理,平铺系统梳理机组和直立铺网系统梳理机组同向并行排列,其中直立铺网机组梳理机输出的纤维网沿三角导板翻转90度与平铺机构的底帘运行方向一致,经上垂直传送底帘至直立铺网机构,再经直立铺网机构直立铺设叠加在下传送底帘输送过来的平铺叠层纤维网上;上下面层分别导入面层无纺布;然后通过输送帘输送进烘箱热熔;再冷却固结定型。
可以采用2-4组梳理机组处理,包括平铺系统梳理机组和直立铺网系统梳理机组,每一组梳理机组依次包括棉箱1台、振动给棉机1台、单锡林中速梳理机1台。
优选为,采用2组梳理机组处理,包括平铺系统梳理机组和直立铺网系统梳理机组,平铺系统梳理机组和直立铺网系统梳理机组同向并行排列,其中直立铺网机组梳理机输出的纤维网沿三角导板翻转90度与平铺机构的底帘运行方向一致,经上垂直传送底帘至直立铺网机构,再经直立铺网机构直立铺设叠加在下传送底帘输送过来的平铺叠层纤维网上;上下面层分别导入面层无纺布;然后通过输送帘输送进烘箱热熔;再冷却固结定型。
采用平铺系统梳理机组和直立铺网系统梳理机组处理之前,先将黄麻纤维与低熔点树脂纤维依次按照开包、混棉、开松工序前处理。
具体包括如下步骤:
a.黄麻与低熔点树脂纤维前处理:本发明黄麻与低熔点树脂纤维(熔点在170℃左右的聚丙烯纤维)前处理采用常规的非织造前工序处理,依次经开包、混合、开松,各组分纤维均匀分散、混合均匀,通过装备的自动控制系统连续供给,经开松机通过风机分多头密闭管道输送到各组棉箱中。各组棉箱、给棉机、梳理机通过光控依次自动连续运行。
b.双重铺网:采用平铺系统梳理机组和直立铺网系统梳理机组处理,平铺系统梳理机组和直立铺网系统梳理机组同向并行排列,其中直立铺网机组梳理机输出的纤维网沿三角导板翻转90度与平铺机构的底帘运行方向一致,经上垂直传送底帘至直立铺网机构,再经直立铺网机构直立铺设叠加在下传送底帘输送过来的平铺叠层纤维网上;上下面层分别导入面层无纺布。
如图4所示,如果两头梳理机组同向排列,因为平铺机构成网时铺网方向与成网后底帘运行方向垂直,所以直立铺网机组梳理机输出的纤维网也需导转90度与平铺机构的底帘运行方向一致,实现该技术是通过上输送帘摩擦作用把纤维网导向45度角的三角导板(导板不锈钢材质、工作面要求平整光滑,导板固定式,托持纤维网)并往前输送,上输送帘的下回旋面(与纤维网运行方向一致)紧贴纤维网,且间距可调(根据纤维网厚度),纤维网在45度角的三角导板上输送时在自身重力作用下沿着45度角边依次落入下方垂直方向运行的输送底帘上,而实现纤维网运行90度转向。底帘宽度要大于纤维网宽度,两边有15—20公分的余地。上输送帘与垂直方向运行的输送底帘速度要匹配(原则上底帘速度略偏大一些,保持一定的前导系数)。
其平铺铺网,如图5所示,平铺铺网机组梳理机输出的纤维网经输送帘输送至铺网机,再经铺网机往复帘层叠铺设在垂直方向运行放有无纺布(底帘末端设被动退绕无纺布卷)的下输送底帘上,导入平铺叠层纤维网夹持装置后通过下输送底帘往前运行。平铺层的厚度通过该梳理机组的输出速度与纤维网克重控制。
其直立铺网,如图6所示,纤维网经高频率、小摆幅直立铺网机构,实现自重层压推进式叠网,再引导叠层纤维网旋转90度,把“立”起来的“取向性”叠层纤维网通过上下差速摩擦传送帘下顶上压,在前后“双导向”摩擦作用下搓成“S”型。上差速摩擦输送帘的下回旋面(与纤维网运行方向一致)紧贴纤维网,且间距可调(根据纤维网厚度),上差速摩擦输送帘的速度略小于下差速摩擦输送帘,且速度均可调节。直立铺网层的厚度和密度通过该梳理机组的输出速度与纤维网克重控制。
c.恒温风热烘烤:将经上述步骤所得纤维网通过输送帘输送进烘箱热熔,烘箱分段式逐级加温,共分4段加温,第一段100?105℃、第二段130?135℃、第三段200?210℃、第四段210?215℃,每段恒温自动控制技术,高温度热风低速穿透式烘烤使立体纤维网在流向方向每一横截面各点无温差,有利于高分子聚酯纤维在烘烤段均衡收缩并适度熔化,且与混配的黄麻纤维粘连,形成整体均衡的3D网状结构,纤维网在线进入烘箱时,上下网带积极控制,上网带贴附纤维网,有效控制纤维网预热收缩不规则形变,使得芯板密度更为均匀。芯板板材厚度通过调节烘箱中上下对辊罗拉和烘箱输出端上下冷却对辊罗拉间距来实现。[0034]d.水冷固结:经上述步骤形成的整体均衡的3D网状结构,在输出烘箱后导入到水冷箱经多对上下水冷上下对辊和常温气流极速降温以固化熔融的树脂纤维,从而固结该3D网状结构,即得到黄麻纤维床垫芯板,水冷箱内控温20?25℃,上下冷水辊导入低于10?15℃的循环流动水。
还包括切割步骤,将所得床垫芯板在线切割,采用自动切割设备往返运行实现生产和切割同步完成,床垫连续生产不间断。产品尺寸标准化、生产效率高。
摘自国家发明专利,发明人:黄友清,周迎春,朱鹏程,申请号:202310808511.5,申请日:2023.07.04
