摘 要:本发明公开了一种新型床垫芯板,包括上层即银纤维层、中层即麻纤维层、下层即涤纶纤维层;所述银纤维层包含银纤维、黄麻纤维、低熔点涤纶纤维;所述麻纤维层包含黄麻纤维、低熔点涤纶纤维;所述涤纶纤维层包含普通涤纶纤维、低熔点涤纶纤维;所述低熔点涤纶纤维熔点为150?180℃;所述黄麻纤维为经脱胶处理后的黄麻纤维。还公开了一种新型床垫芯板制备方法。本发明的床垫芯板具有抗菌、防辐射、除异味功能。
技术要点
1 .一种新型床垫芯板,其特征在于:包括上层即银纤维层(1)、中层即麻纤维层(2)、下层即涤纶纤维层(3);所述银纤维层包含银纤维、黄麻纤维、低熔点涤纶纤维;所述麻纤维层包含黄麻纤维、低熔点涤纶纤维;所述涤纶纤维层包含普通涤纶纤维、低熔点涤纶纤维;所述低熔点涤纶纤维熔点为150?180℃;所述黄麻纤维为经脱胶处理后的黄麻纤维。
2.根据权利要求1所述新型床垫芯板,其特征在于:所述黄麻纤维的含量大于床垫芯板总纤维含量的50%。
3.根据权利要求1所述新型床垫芯板,其特征在于:所述银纤维层中银纤维重量份为1?2份,黄麻纤维重量份为4?5份,低熔点涤纶纤维重量份为3?5份。
4.根据权利要求1所述新型床垫芯板,其特征在于:所述麻纤维层中黄麻纤维含量为70%?80%。
5.根据权利要求1所述新型床垫芯板,其特征在于:所述涤纶纤维层中普通涤纶纤维重量份为6?8份,低熔点涤纶纤维重量份为2?4份。
6.根据权利要求1所述新型床垫芯板,其特征在于:所述银纤维中银重量份为1?3份,锦纶重量份为7?9份。
7 .一种权利要求1所述新型床垫芯板的制备方法,其特征在于包括如下步骤:
(一)制备银纤维非织造布
A1 .开松混合:将银纤维、黄麻纤维、低熔点涤纶纤维按比例送入预开松机开松,使纤维松散,便于混合,接着输送入大仓混棉机充分混合,再经主开松机进行精开松,进一步提升松散度和均匀度,最后通过气流管道输入喂棉箱;
B1 .梳理:将经上述步骤处理的纤维喂入单锡林双道夫梳理机,梳理成单层纤维网;
C1 .铺网:将上述步骤的单层纤维网经往返式铺网机,铺成折叠型纤维网;
D1 .针刺加固:将经上述步骤处理的纤维网输入2道预针刺机和2道倒针刺初步加固定型,提升纤维间的缠结度;
E1 .成卷:将上述步骤的纤维网通过打卷机卷绕成卷;
(二)制备涤纶纤维非织造布
A2 .开松混合:将涤纶纤维和低熔点涤纶纤维按比例送入预开松机开松,使纤维松散,便于混合,接着输送入大仓混棉机充分混合,再经主开松机进行精开松,进一步提升松散度和均匀度,最后通过气流管道输入喂棉箱;
B2.梳理:将经上述步骤处理的纤维喂入单锡林双道夫梳理机,梳理成单层纤维网;
C2.铺网:将上述步骤的单层纤维网经往返式铺网机,铺成折叠型纤维网;
D2 .针刺加固:将经上述步骤处理的纤维网输入2道预针刺机和2道倒针刺初步加固定型,提升纤维间的缠结度;
E2.成卷:将上述步骤的纤维网通过打卷机卷绕成卷;
(三)制备麻纤维非织造布
A3 .开松混合:将黄麻纤维和低熔点涤纶纤维按比例送入预开松机开松,使纤维松散,便于混合,接着输送入大仓混棉机充分混合,再经主开松机进行精开松,进一步提升松散度和均匀度,最后通过气流管道输入喂棉箱;
B3.梳理:将经上述步骤处理的纤维喂入单锡林双道夫梳理机,梳理成单层纤维网;
C3.铺网:将上述步骤的单层纤维网经往返式铺网机,铺成折叠型纤维网;
D3 .针刺加固:将上述步骤的纤维网输入2道预针刺机和2道倒针刺初步加固定型,提升纤维间的缠结度;
(四)制备床垫芯板
f .贴合烫轧:将制备好的银纤维非织造布和涤纶纤维非织造布退卷,按照上层为银纤维非织造布,中层为麻纤维非织造布,下层为涤纶纤维非织造布顺序贴合,送入热风烫轧复合机进行高温复合成为床垫芯板;
g .冷却定型:将上述步骤的床垫芯板经冷风加压机定型。
8.根据权利要求7所述方法,其特征在于:还包括切割包装步骤,将加压定型的床垫芯板切除边角后进行包装。
9.根据权利要求7所述方法,其特征在于:所述贴合烫轧步骤,复合温度为180?230℃,施加压力为2?3MPa,时间为3?5min。
10.根据权利要求7所述方法,其特征在于:所述冷却定型步骤,冷却定型温度为30?80℃,施加压力为4?6MPa,时间为1?2min。
技术领域
本发明涉及一种床垫,尤其涉及一种新型床垫芯板,还涉及一种该床垫芯板的制备方法。
背景技术
床垫是一种日常生活用品。
目前的床垫经长期使用后,人体分泌物会附着在床垫的表面,长期积累会滋生大量的细菌,不利于人体的健康;同时,随着智能电子设备在家庭中普及,各种电子设备产生的电磁辐射对人体造成危害,特别是孕妇和幼孩等免疫能力较弱的群体;另外,床垫长期使用后会产生异味,影响睡眠舒适感。
因此,人们需要一种具有抗菌、防辐射、除异味功能的床垫。而床垫的性能主要取决于芯板。
发明内容
本发明目的在于提供一种具有抗菌、防辐射、除异味功能的新型床垫芯板,还提供一种该床垫芯板的制备方法。
为了解决上述技术问题,本发明提供的新型床垫芯板,包括上层即银纤维层、中层即麻纤维层、下层即涤纶纤维层;所述银纤维层包含银纤维、黄麻纤维、低熔点涤纶纤维;所述麻纤维层包含黄麻纤维、低熔点涤纶纤维;所述涤纶纤维层包含普通涤纶纤维、低熔点涤纶纤维;所述低熔点涤纶纤维熔点为150?180℃;所述黄麻纤维为经脱胶处理后的黄麻纤维。
所述黄麻纤维的含量大于床垫芯板总纤维含量的50%。
所述银纤维层中银纤维重量份为1?2份,黄麻纤维重量份为4?5份,低熔点涤纶纤维重量份为3?5份。
所述麻纤维层中黄麻纤维重量含量为70%?80%。
所述涤纶纤维层中普通涤纶纤维重量份为6?8份,低熔点涤纶纤维重量份为2?4份。
所述银纤维中银重量份为1?3份,锦纶重量份为7?9份。
本发明的新型床垫芯板的制备方法包括如下步骤:
(一)制备银纤维非织造布
A1 .开松混合:将银纤维、黄麻纤维、低熔点涤纶纤维按比例送入预开松机开松,使纤维松散,便于混合,接着输送入大仓混棉机充分混合,再经主开松机进行精开松,进一步提升松散度和均匀度,最后通过气流管道输入喂棉箱;
B1 .梳理:将经上述步骤处理的纤维喂入单锡林双道夫梳理机,梳理成单层纤维网;
C1 .铺网:将上述步骤的单层纤维网经往返式铺网机,铺成折叠型纤维网;
D1 .针刺加固:将经上述步骤处理的纤维网输入2道预针刺机和2道倒针刺初步加固定型,提升纤维间的缠结度;
E1 .成卷:将上述步骤的纤维网通过打卷机卷绕成卷;
(二)制备涤纶纤维非织造布
A2 .开松混合:将涤纶纤维和低熔点涤纶纤维按比例送入预开松机开松,使纤维松散,便于混合,接着输送入大仓混棉机充分混合,再经主开松机进行精开松,进一步提升松散度和均匀度,最后通过气流管道输入喂棉箱;
B2 .梳理:将经上述步骤处理的纤维喂入单锡林双道夫梳理机,梳理成单层纤维网;
C2.铺网:将上述步骤的单层纤维网经往返式铺网机,铺成折叠型纤维网;
D2 .针刺加固:将经上述步骤处理的纤维网输入2道预针刺机和2道倒针刺初步加固定型,提升纤维间的缠结度;
E2.成卷:将上述步骤的纤维网通过打卷机卷绕成卷;
(三)制备麻纤维非织造布
A3 .开松混合:将黄麻纤维和低熔点涤纶纤维按比例送入预开松机开松,使纤维松散,便于混合,接着输送入大仓混棉机充分混合,再经主开松机进行精开松,进一步提升松散度和均匀度,最后通过气流管道输入喂棉箱;
B3 .梳理:将经上述步骤处理的纤维喂入单锡林双道夫梳理机,梳理成单层纤维网;
C3.铺网:将上述步骤的单层纤维网经往返式铺网机,铺成折叠型纤维网;
D3 .针刺加固:将上述步骤的纤维网输入2道预针刺机和2道倒针刺初步加固定型,提升纤维间的缠结度;
(四)制备床垫芯板
f .贴合烫轧:将制备好的银纤维非织造布和涤纶纤维非织造布退卷,按照上层为银纤维非织造布,中层为麻纤维非织造布,下层为涤纶纤维非织造布顺序贴合,送入热风烫轧复合机进行高温复合成为床垫芯板;
g .冷却定型:将上述步骤的床垫芯板经冷风加压机定型。
还包括切割包装步骤,将加压定型的床垫芯板切除边角后进行包装。
所述贴合烫轧步骤,复合温度为180?230℃,施加压力为2?3MPa,时间为3?5min。
所述冷却定型步骤,冷却定型温度为30?80℃,施加压力为4?6MPa,时间为1?2min。
采用本发明的结构和方法,运用黄麻纤维和银纤维的特性,结合非织造生产技术,通过针刺法和高温压合的方式制备出的新型床垫芯板在抗菌、防辐射、除味方面有着突出的效果。本床垫垫芯板为三层结构,上层为银纤维层起抗菌、防辐射、除臭的主要作用,中层为麻纤维层起支撑、透气、吸湿作用,下层为涤纶纤维层起保护床垫芯材和纺织纤维脱落的作用。黄麻纤维不含糖分营养,阻断了霉菌、螨虫等有害细菌的基础生存条件,并且黄麻纤维内部中空八角结构,具有良好的透气性能,进一步抑制了细菌的滋生,配合上表层银纤维中银离子的高效杀菌特性,使床垫具备优良的抗菌特性。在防辐射方面,银纤维具有良好的导电性能,可有效屏蔽电磁辐射;黄麻纤维具有不规则的横截面结构,对电磁波具有反射和消散作用。在除味性能方面,黄麻纤维内部富含氧元素且具有独特的孔腔结构,具有吸附异味功效;银纤维表面的银离子则能将阿摩尼亚及变质的蛋白质吸附其上,从而降低或消除臭味。
此外,在三层纤维层结构中,热熔纤维起粘结作用,形成稳定结构;黄麻和其他的纤维主要是填充作用,原料成本低。
本发明利用低熔点涤纶纤维特性高温加压复合,不使用化学胶水,床垫芯板无甲醛。
本发明的方法,先制备银纤维非织造布和涤纶纤维非织造布,然后,在制备麻纤维非织造布的过程中,将制备好的银纤维非织造布和涤纶纤维非织造布退卷与麻纤维非织造布贴合烫轧成型,再定型、切割包装,工序合理,能提高生产效率,实现发明目的。
附图说明
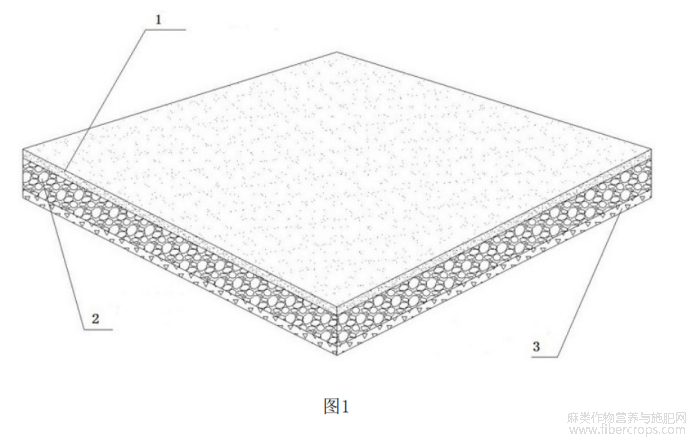
图1是发明的结构示意图。
具体实施方式
下面结合附图和具体实施方式对本发明作详细描述:
如图1所示,本发明的新型床垫芯板包括上层即银纤维层1、中层即麻纤维层2、下层即涤纶纤维层3。
银纤维层包含银纤维、黄麻纤维、低熔点涤纶纤维。银纤维层中银纤维重量份为1?2份,黄麻纤维重量份为4?5份,低熔点涤纶纤维重量份为3?5份。银纤维中银重量份为1?3份,锦纶重量份为7?9份。
麻纤维层包含黄麻纤维、低熔点涤纶纤维。麻纤维层中黄麻纤维含量为70%?80%。
涤纶纤维层包含普通涤纶纤维、低熔点涤纶纤维。涤纶纤维层中普通涤纶纤维重量份为6?8份,低熔点涤纶纤维重量份为2?4份。
低熔点涤纶纤维熔点为150?180℃。
黄麻纤维为经脱胶处理后的黄麻纤维。黄麻纤维的含量大于床垫芯板总纤维含量的50%。
新型床垫芯板的制备方法包括如下步骤:
(一)制备银纤维非织造布
A1 .开松混合:将银纤维、黄麻纤维、低熔点涤纶纤维按比例送入预开松机开松,使纤维松散,便于混合,接着输送入大仓混棉机充分混合,再经主开松机进行精开松,进一步提升松散度和均匀度,最后通过气流管道输入喂棉箱;
B1 .梳理:将经上述步骤处理的纤维喂入单锡林双道夫梳理机,梳理成单层纤维
网;
C1 .铺网:将上述步骤的单层纤维网经往返式铺网机,铺成折叠型纤维网;
D1 .针刺加固:将经上述步骤处理的纤维网输入2道预针刺机和2道倒针刺初步加
固定型,提升纤维间的缠结度;
E1 .成卷:将上述步骤的纤维网通过打卷机卷绕成卷;
(二)制备涤纶纤维非织造布
A2 .开松混合:将涤纶纤维和低熔点涤纶纤维按比例送入预开松机开松,使纤维松散,便于混合,接着输送入大仓混棉机充分混合,再经主开松机进行精开松,进一步提升松散度和均匀度,最后通过气流管道输入喂棉箱;
B2 .梳理:将经上述步骤处理的纤维喂入单锡林双道夫梳理机,梳理成单层纤维
网;
C2.铺网:将上述步骤的单层纤维网经往返式铺网机,铺成折叠型纤维网;
D2 .针刺加固:将经上述步骤处理的纤维网输入2道预针刺机和2道倒针刺初步加
固定型,提升纤维间的缠结度;
E2.成卷:将上述步骤的纤维网通过打卷机卷绕成卷;
(三)制备麻纤维非织造布
A3 .开松混合:将黄麻纤维和低熔点涤纶纤维按比例送入预开松机开松,使纤维松散,便于混合,接着输送入大仓混棉机充分混合,再经主开松机进行精开松,进一步提升松散度和均匀度,最后通过气流管道输入喂棉箱;
B3 .梳理:将经上述步骤处理的纤维喂入单锡林双道夫梳理机,梳理成单层纤维
网;
C3.铺网:将上述步骤的单层纤维网经往返式铺网机,铺成折叠型纤维网;
D3 .针刺加固:将上述步骤的纤维网输入2道预针刺机和2道倒针刺初步加固定型,提升纤维间的缠结度;
(四)制备床垫芯板
f .贴合烫轧:将制备好的银纤维非织造布和涤纶纤维非织造布退卷,按照上层为银纤维非织造布,中层为麻纤维非织造布,下层为涤纶纤维非织造布顺序贴合,送入热风烫轧复合机进行高温复合成为床垫芯板;
g .冷却定型:将上述步骤的床垫芯板经冷风加压机定型。
还包括切割包装步骤,将加压定型的床垫芯板切除边角后进行包装。
作为优选,贴合烫轧步骤,复合温度为180?230℃,施加压力为2?3MPa,时间为3?5min。
作为优选,冷却定型步骤,冷却定型温度为30?80℃,施加压力为4?6MPa,时间为1?2min。
摘自国家发明专利,发明人:周迎春,黄友清,谢吉德,申请号:202211308338.4,申请日:2022.10.25
