(1.齐齐哈尔大学食品与生物工程学院,黑龙江齐齐哈尔161006;
2.齐齐哈尔大学寒区麻及制品教育部工程研究中心,黑龙江齐齐哈尔161006)
摘 要:为响应绿色生态纺织品的号召,以低浓度碱液为预处理剂,采用果胶酶、木聚糖酶和漆酶的复合酶体系进行工业大麻纤维的脱胶,以脱胶后纤维的失重率和残胶率为指标,采用单因素试验和正交试验优化了复合酶工业大麻脱胶工艺,结果表明:工业大麻纤维碱预处理适宜的NaOH质量浓度为0.01g/mL,适宜预处理时间为20min,复合酶脱胶体系适宜质量浓度为:果胶酶0.01g/mL,木聚糖酶0.005g/mL,漆酶0.002g/mL,适宜pH值为4.2~5.0,脱胶后工业大麻纤维失重率和残胶率分别可达10.98%和4.82%,Fried评分为5分,纤维分离度较高。
关键词:工业大麻;脱胶;酶;失重率;残胶率
工业大麻,在我国也称汉麻,是指植物中四氢大麻酚(THC)含量低于0.3%的无毒品利用价值的大麻类型,为大麻科大麻属一年生草本生物[1-2]。据统计,2018年中国工业大麻产量达到10.52万t,工业大麻市场规模为79.1亿元,2020年中国工业大麻市场规模增长至94.5亿元左右[3-4]。中国的气候及土壤环境具有得天独厚的工业大麻种植优势,目前,我国是全球最大的工业大麻种植国家,种植面积为18.56千公顷,面积占比超过50%[5]。与其他麻类纤维相比,工业大麻纤维最为细软,细度约为苎麻纤维的1/3。工业大麻纤维的胶杂质含量较高,主要为木质素、果胶及半纤维素,约占40%左右,因此,工业大麻纤维的脱胶难度也较其他麻类大,脱胶工艺也成为获得高品质工业大麻纤维的关键环节[6-8]。与化学脱胶相比,酶法脱胶不仅对工业大麻纤维的损伤小,而且对环境友好,符合绿色发展的理念[9]。近年来,麻类纤维酶法脱胶多采用果胶酶,但果胶酶对木质素的脱除并不理想,而木质素的含量是评价麻纤维品质的重要指标之一[10]。本文采用复合酶分别作用于工业大麻胶质中的果胶、半纤维素和木质素三大类主要组分,比单酶脱胶更为有效,并可提高纤维的色泽、柔软性等品质。本文以果胶酶、木聚糖酶和漆酶复合酶液对工业大麻纤维进行脱胶处理,以脱胶后工业大麻纤维的失重率及残胶率为响应值确定了适宜的脱胶条件,力图为复合酶工业大麻脱胶的研究、绿色纺织品的开发及工业大麻纤维的性能改善提供理论依据。
1试验
1.1试验材料
工业大麻纤维产自甘肃天水。
果胶酶(诺维信(中国)生物技术有限公司);木聚糖酶、漆酶(苏柯汉(潍坊)生物工程有限公司);其他化学试剂均为分析纯,市售。
1.2试验方法
1.2.1工业大麻纤维的碱预处理
将工业大麻纤维3g加入质量浓度0.01g/mLNaOH,0.01g/mLNa2CO3,0.01g/mLNa5P3O10溶液中,浴比1∶30,100℃加热20min,处理后的工业大麻纤维超声波清洗至中性,干燥。
1.2.2工业大麻纤维的酶法脱胶
将碱预处理后的工业大麻纤维加入浴比1∶30,由果胶酶、木聚糖酶、漆酶组成的复合酶液中,35℃,pH值4.2,脱胶处理4h。脱胶后的工业大麻纤维超声波清洗,干燥。
1.2.3工业大麻纤维分散程度评价方法
亚麻纤维的分离程度采用Freid评分法[11]。根据纤维分离的程度评分,共4个等级。0为不分散,1为稍有分散,2为基本分散,3为分散良好。本文工业大麻纤维的分离程度也采用Freid评分法进行评价。
1.2.4工业大麻纤维质量损失率分析
工业大麻纤维质量损失率采用质量差法进行测试:
P=(A-B)/A×100%
式中:P为质量损失率,%;A为脱胶前工业大麻茎的质量,g;B为脱胶后工业大麻茎的质量,g。
1.2.5工业大麻纤维残胶率分析
参照GB 5889—1986《苎麻化学成分定量分析方法》测试工业大麻纤维的残胶率。
1.2.6酶法脱胶条件优化正交试验
在脱胶条件优化结果基础上,以最适宜用量的果胶酶、木聚糖酶、漆酶和适宜pH值为自变量,以失重率和残胶率为指标。每组试验设3个重复,按照L9(34)正交表进行正交试验。试验安排见表1。
表1 酶法脱胶条件优化的正交试验设计
2试验结果与讨论
2.1工业大麻纤维碱预处理条件优化
2.1.1NaOH质量浓度对工业大麻纤维脱胶的影响
工业大麻纤维中的果胶杂质在加热碱溶液的作用下,可水解为可溶物而被去除,另一方面,碱溶液对工业大麻纤维具有溶胀作用,使得工业大麻纤维吸水快、内聚力减小、纤维细胞壁变得比较松弛,从而使酶液更容易渗透至纤维内部。低质量浓度的碱溶液则对纤维损伤较小。本文采用NaOH质量浓度为0.002、0.005、0.010、0.015g/mL的碱溶液,浴比为1∶30,温度为100℃分别进行工业大麻纤维的处理,NaOH质量浓度对工业大麻纤维脱胶的影响见图1。
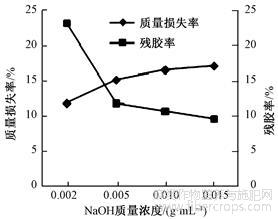
图1 NaOH质量浓度对工业大麻纤维脱胶效果的影响
由图1可见,随着NaOH质量浓度的增加,工业大麻纤维质量损失率也增加,至NaOH质量浓度为0.010g/mL时质量损失率达到最高,为16.51%,再增加NaOH质量浓度对质量损失率影响很小。随着NaOH质量浓度的增加残胶率迅速降低,至0.01g/mL时达到最低值,再增加质量浓度残胶率维持不变。故选择NaOH质量浓度为0.01g/mL作为适宜碱预处理质量浓度。
2.1.2碱预处理时间对工业大麻纤维脱胶的影响
将工业大麻纤维加入100℃碱溶液中,处理时间分别为10、20、30min,处理后的工业大麻纤维超声清洗至中性,干燥。考察碱预处理时间对工业大麻纤维脱胶的影响,碱预处理时间对脱胶效果的影响结果见图2。由图2可见,碱处理由10min延长至20min,工业大麻纤维质量损失率由10.32%提高至13.62%,并且残胶率为10.46%,降低了29.37%,对胶质的去除作用较显著。而处理时间延长至30min,质量损失率仅仅增加了1.01%,残胶率降低了0.84%,因此,选择20min作为适宜的碱预处理时间。
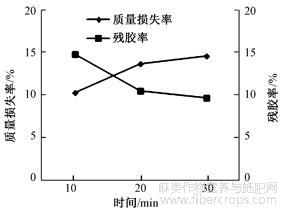
图2 碱预处理时间对脱胶效果的影响
2.2工业大麻纤维酶法脱胶条件优化
2.2.1果胶酶对工业大麻纤维脱胶的影响
果胶主要存在于植物细胞壁的初生壁和细胞中间片层,起着支撑和保护细胞的作用,在工业大麻韧皮纤维中果胶伴随着纤维素存在,与半纤维素等胶杂质黏结在一起,果胶的去除,有利于打破胶杂质间及胶杂质与纤维的连接。分别采用果胶酶添加量为0.005、0.010、0.015、0.020g/mL对工业大麻纤维脱胶处理4h,果胶酶用量对脱胶效果的影响结果见图3。
由图3可见,果胶酶质量浓度的提高促进了脱胶效率,工业大麻纤维质量损失率增加,残胶率降低,果胶酶质量浓度增加到0.01g/mL后,工业大麻纤维的质量损失率和残胶率变化缓慢。
2.2.2木聚糖酶对工业大麻纤维脱胶的影响
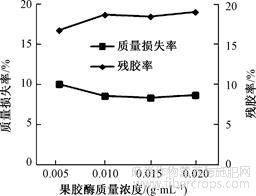
图3果胶酶对脱胶效果的影响
将碱预处理后的工业大麻纤维加入浴比1∶30,木聚糖酶质量浓度为0.001、0.005、0.010、0.015g/mL的酶液中,35℃脱胶处理。脱胶后的工业大麻纤维超声波清洗,干燥,木聚糖酶质量浓度对脱胶效果的影响结果见图4。由图4可见,木聚糖酶质量浓度由0.005g/mL提高至0.010g/mL,工业大麻纤维的质量损失率和残胶率均有较显著的变化,再提高木聚糖酶的用量对脱胶影响不大。

图4 木聚糖酶对脱胶效果的影响
2.2.3漆酶对工业大麻纤维脱胶的影响
将碱预处理后的工业大麻纤维加入漆酶质量浓度为0.001、0.005、0.010、0.012g/mL的酶液中,浴比1∶30,35℃脱胶处理。脱胶后的工业大麻纤维超声波清洗,干燥,漆酶质量浓度对脱胶效果的影响结果见图5。
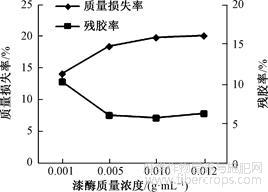
图5 漆糖酶对脱胶的影响
由图5可见,随着漆酶质量浓度的增加,工业大麻纤维质量损失率增加,残胶率降低,漆酶质量浓度为0.01g/mL时质量损失率和残胶率分别为19.89%和5.69%。漆酶处理后工业大麻纤维柔软度提高。
2.3酶法工业大麻纤维脱胶的正交试验
采用果胶酶、木聚糖酶和漆酶使用pH值范围为4.0~6.5,正交试验中选择pH值4.2、5.0、5.83个水平,以纤维质量损失率和残胶率为响应值,正交试验结果见表2。试验结果表明,果胶酶、木聚糖酶和漆酶适宜质量浓度分别为0.010,0.005和0.002g/mL,适宜pH值为4.2~5.0,即A2B2C1D1-2。极差越大,因素的水平变动时,试验指标的变动越大,因此各因素对脱胶影响大小顺序为:pH值>木聚糖酶质量浓度>果胶酶质量浓度>漆酶质量浓度。采用0.01g/mL果胶酶,0.005g/mL木聚糖酶,0.002g/mL漆酶,pH值4.2进行验证试验,处理后的工业大麻纤维质量损失率为23.96%,残胶率为4.82%,Fried评分为5分,纤维分散良好,手感柔软,有一定光泽。
表2 酶法工业大麻纤维脱胶的正交试验结果
3结论
本文先以低质量浓度NaOH溶液作为预处理剂,再采用复合酶对工业大麻纤维进行脱胶,优化了工业大麻纤维的处理工艺,结论如下。
①热碱溶液作用于工业大麻纤维具有较好的溶胀作用,并能够有效去除工业大麻纤维中的部分胶质。NaOH质量浓度0.01g/mL,100℃处理工业大麻纤维20min,残胶率可降低至10.46%,低质量浓度碱处理对工业大麻纤维损伤较小。
②选择果胶酶、木聚糖酶和漆酶的复合酶处理工业大麻纤维,在单因素试验的基础上进行了正交试验,3种酶适宜的添加量分别为果胶酶0.001g/mL,木聚糖酶0.005g/mL,漆酶0.002g/mL,适宜pH值为4.2~5.0,3种酶中木聚糖酶对脱胶影响最大,经漆酶处理后纤维的柔软度得到改善。
参考文献
[1]刘雪强,刘阳,粟建光,等.中国汉麻综合利用技术与产业化进展[J].中国麻业科学,2019,41(6):283-288.
[2]蔡侠,熊和平,严理,等.大麻微生物-蒸汽爆破联合脱胶技术[J].纺织学报,2011,32(7):75-79.
[3]苗国华,黄佩珊,黄海彬,等.云南省工业大麻资源的利用现状及高值化转化途径分析[J].纸和造纸,2020,39(5):27-35.
[4]孙宇峰.纤维大麻高产栽培技术的研究现状[J].中国麻业科学,2017,39(3):153-158.
[5]施永辉,何利全,赵熙碧,等.云南工业大麻产业发展的SWOT分析[J].贵州农业科学,2020,48(10):148-151.
[6]郑振荣,智伟,邢江元,等.大麻纤维草酸铵-酶联合脱胶工艺[J].纺织学报,2019,40(11):88-93.
[7]开吴珍.大麻脱胶方法综述[J].染整技术,2019,41(7):20-23.
[8]杨田,随树珍,刘逸寒,等.大麻纤维微生物脱胶菌株的筛选、鉴定及其应用[J].天津科技大学学报,2017,32(4):24-29.
[9]孙颖,李杰,王曰转,等.乌拉草生物脱胶工艺研究[J].毛纺科技,2015,43(6):53-55.
[10]李军,董政娥,管映亭.复合生物酶处理对苘麻木质素去除的影响[J].毛纺科技,2006,34(11):22-24.
[11]DANNY E Akin, BRIAN Condonb, MIRYEONG Sohna, et al. ptimization for enzyme-retting of flax with pectate lyase [J].Industrial Crops and Products, 2007,25:136-146.
文献摘自:焦伟航,金海燕,李闯,刘晓兰,吴红艳,田英华.工业大麻纤维复合酶脱胶工艺研究[J].毛纺科技,2022,50(01):57-61.
