摘 要:为满足消费者对保健型高档色织衬衫面料的需求,开发了一款薄荷纤维/亚麻/天丝混纺小提花色织布。简述了薄荷纤维的制备与性能特点,对其产品设计及主要生产工艺进行了分析与讨论,重点介绍了络筒、整浆、织造及后整理工序的技术措施。测试结果表明:织机效率达85%以上,下机一等品率达95%以上,入库一等品率达99%以上。产品具有多孔、轻薄、凉爽、易于散热透气等特点及亲肤、抗菌等保健功效,可用于制作夏季高档衬衫。
关键词:混纺织物;色织物;衬衫;织物规格;工艺参数;薄荷纤维;亚麻;天丝
随着生活水平的提高,人们对服饰面料的要求也越来越高。服装不但要具有基本的服用性能,环保、保健等功能也受到了人们的重视。因此各种功能性纤维应运而生,如薄荷纤维、艾草纤维、芦荟纤维等。本文成功地开发了薄荷纤维/亚麻/天丝混纺色织衬衫面料,其不但具有多孔、轻薄、凉爽等特点,而且具有亲肤、抗菌等保健功效。
1薄荷纤维的制备与性能特点
1.1薄荷纤维的制备
薄荷是常用中药之一,具有医用和食用双重功能。生产薄荷纤维时,先从天然薄荷叶中萃取有效成分,获得薄荷萃取物;再通过纳米粉碎技术和微胶囊技术,将薄荷萃取物中的有效成分以微胶囊包覆的形式与纤维素共混结合纺丝成纤。用薄荷纤维制成的成品,在穿着及洗涤过程中,因摩擦使微胶囊破裂,从而释放出薄荷的有效成分,达到缓释和持久功效。据有关机构检测,洗涤次数可达30~50次[1]。
1.2薄荷纤维的性能特点
薄荷纤维是薄荷萃取物与其他纤维共混纺丝而成的,故既保证了纤维具有良好的亲肤性、可纺性,又突出了其绿色健康的特性。薄荷纤维的性能可归纳为以下2个方面:对大肠埃希菌、金黄葡萄球菌、白色念球菌都有抵抗和抑制作用,洗涤30~50次后仍能保持其抗菌功能;从天然薄荷叶中将其有效成分萃取出来,进行超细粉碎,萃取过程不添加任何化学物质[1,2]。
2产品设计
2.1原料选配
综合考虑成纱质量、最终制品的品质与成本,决定采用薄荷黏胶纤维、亚麻纤维及天丝纤维3种纤维进行混纺成纱。亚麻纤维具有调温、抗过敏、防静电、抗菌等功能,且吸湿性好,此外天丝纤维吸湿、透气、柔软,加之薄荷纤维具有保健功能,所以三者混纺充分发挥了各自的性能优势,可用于开发高档保健型色织衬衫面料[3,4]。
经反复试纺并测试,最终选定薄荷纤维/亚麻/天丝40/30/30混纺纱作为经、纬纱,成纱线密度为14.8tex。
2.2织物规格设计
成品幅宽为145~147cm,经纬纱线密度为14.8tex×14.8tex,成品经纬密度为464×393根/10cm。织物地组织为平纹地透孔小提花组织(见图1),边纱组织为平纹。总经根数6768根,其中,边纱根数为48根。
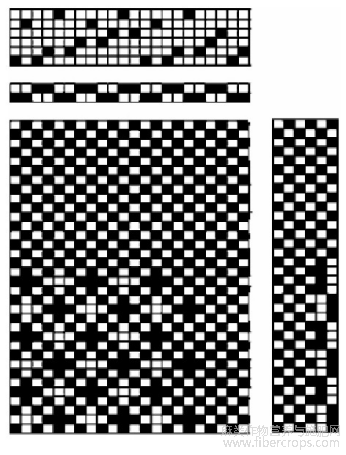
图1 织物上机图
2.3经纬配色设计
经纱排列:白20、(蓝2、绿2)×3、白20、蓝2、绿2。纬纱排列:白18、(蓝2、绿2)×3、白8、蓝2、绿2。
3生产工艺流程设计
经纱:松式络筒→筒子染色→倒筒→整浆联合(分条整经+浆纱)→穿经→织造→织物下机整理→后整理。
纬纱:松式络筒→筒子染色→倒筒→织造→织物下机整理→后整理。
4生产工艺
4.1络筒工艺
采用意大利FAST型络筒机进行络筒。由于经纬纱均为14.8tex薄荷纤维/亚麻纤维/天丝纤维40/30/30混纺纱,强力较低,为减少断头率,应保证络筒通道光洁,络筒速度可适当降低,设定为1000m/min。为增加筒子卷装容量,设定筒子卷绕密度为0.45g/cm3,为此将络筒张力设定在15cN。电子清纱器工艺设置为:棉结N200%,短粗节S120%×2.0cm,长粗节L40%×35cm,长细节T-45%×35cm。同时应注意:清纱板、导纱器和张力盘必须排成一条直线;为避免纱线因摩擦形成毛羽,车速应适当放慢;严格车间管理,定期检查纱线通道,确保飞花杂质不堆积在纱线通道内,以保证络筒成形及质量良好[5]。
4.2整浆工艺
采用国产HH924型分条经浆联合机进行整浆。混纺纱强力较低,车速可以稍小,设置为100m/min,以保证生产正常进行。张力盘张力设置为20cN。每绞10花,每绞经纱根数为560根,整经绞数12绞,第1绞经纱根数为584根,第2~11绞为560根,第12绞为584根,第1绞条宽为14.8cm,第2~11绞条宽为14.5cm,第12绞条宽为14.8cm[6]。
由于经纱为纤维素纤维混纺而成,故浆料配方应以变性淀粉为主,具体为:P24型变性淀粉60kg、PVA178815kg、聚丙烯酸酰胺10kg、油脂4kg。
为提高浆纱可织性,优化设计了主要上浆工艺,具体如下:浆槽温度为98℃,浆液流尽时间10s,pH为7;烘筒温度为110℃;采用双浸双压,前压浆辊加压8kN、后压浆辊加压12kN;车速设定为40m/min;上浆率为13.5%,回潮率为7%,伸长率小于1%。
4.3穿经工艺
穿综图见图1所示,综框为6页,采用照图穿法,公制筘号为232#,每筘齿穿入2根经纱。停经片采用6排,穿法为1,(1,2),(2,3),(3,4),(4,5),(5,6),6。
4.4织造工艺
采用比利时PICANOL-GTX-190型剑杆织机进行织造,由于低特高密薄荷纤维/亚麻/天丝混纺纱平纹地透孔小提花色织物在织造生产时有一定难度,为此在织造时,采取以下相应技术措施。首先合理调节经位置线。因为经位置线的改变会直接影响上、下经纱张力差异,从而对梭口清晰度及布面风格产生重大影响,故根据企业生产实际,对此类小提花织物后梁高度选10cm,后梁深度选3cm,停经架高度选5cm,停经架深度选1cm,从而较好地防止筘痕和条影的产生,并保证布面花纹清晰。其次,由于组织为平纹地透孔小提花组织,开口时间宜适当推迟,车速不宜过快。根据生产经验,小提花织物开口时间为300°~330°,不能超过330°。为防止产生纬缩疵,本文开口时间定为315°,车速为450r/min。再者,为使布面平整,花纹清晰,上机张力宜偏大设置,调整为10kN[7]。
4.5后整理工艺
对于纤维素类高档功能性色织面料,烧毛时宜采用高温高速烧毛机,以烧去布面绒毛,提高织物纹路的清晰度,使布面光洁整齐;退浆时采用淀粉酶退浆,以保证织物色泽不变,布面光洁;采用一步法液氨松式整理工艺,来实现对织物的预缩与定型整理,温度不宜过高,控制在90℃以内,以保证定型效果及成品手感[8]。
5结语
本文通过对络筒、整浆、织造和后整理工艺的设计与优化,使得织机效率达85%以上,下机一等品率达95%以上,入库一等品率达99%以上。经检测,成品的质量指标如下:经向断裂强力为305N,纬向断裂强力为260N,摩擦色牢度(干态)4~5级,摩擦色牢度(湿态)3~4级。由于本产品为低特高密薄荷纤维/亚麻/天丝混纺纱小提花色织物,具有多孔、轻薄、凉爽、易于散热透气等特点及亲肤、抗菌等保健功效,可用于制作夏季高档衬衫,以满足人们对高档保健型衬衫的市场需求。
参考文献
[1]陈翠翠,李德朴,于湖生.薄荷粘胶纤维基本性能的研究[J].山东纺织科技,2010,51(5):54-56.
[2]杜梅,赵磊,王前文,等.薄荷粘胶纤维混纺纱的抗菌性能研究[J].上海纺织科技,2015,43(5):26-28.
[3]何伟坚,吴霭弟.亚麻纤维的特性及其应用[J].化纤与纺织技术,2019,48(4):36-38,43,48.
[4]赵晓芳.天丝/苎麻交织小提花色织面料的设计与生产[J].上海纺织科技,2020,48(3):33-34,57.
[5]刘伟.控制络筒工序中毛羽增加的措施[J].现代纺织技术,2009,17(2):32-33.
[6]何俊,马顺彬.芦荟改性粘胶纤维渐变色织衬衫面料及款式设计[J].上海纺织科技,2018,46(6):49-51.
[7]马顺彬.纯棉小提花织物的工艺设计[J].棉纺织技术,2017,45(3):74-76.
[8]孟君.高支高密天丝色织府绸的设计与生产[J].上海纺织科技,2017,45(10):38-39,57.
