摘 要:本发明公开了一种可生物降解的蚕丝/黄麻增强PBS复合材料及其制备方法。制备方法具体包括以下步骤,将蚕丝织物、黄麻针刺非织造布和PBS颗粒烘干后,将PBS颗粒置于聚四氟乙烯膜之间,并置于平板硫化机上热压成PBS薄膜。分别将两层蚕丝织物、两层黄麻针刺非织造布和五层PBS薄膜剪裁,交叉平行铺叠,每层纤维增强体与PBS膜相邻,用聚四氟乙烯膜包裹后,置于模具中并放在平板硫化机上热压。热压完成后,待模具自然冷却后,从模具中取出复合材料。本发明制备得到的复合材料不仅可生物降解,且具有良好的抗冲击性能,与纯黄麻增强PBS复合材料相比,其冲击强度提高了60.06%。
技术要点
1.一种可生物降解的蚕丝/黄麻增强PBS复合材料,其特征在于,所述蚕丝/黄麻增强PBS复合材料以黄麻针刺非织造布和蚕丝织物作为纤维增强体,以PBS薄膜作为基体;所述纤维增强体由下至上依次包括第一蚕丝层、第一黄麻纤维层、第二蚕丝层和第二黄麻纤维层,所述黄麻针刺非织造布的面密度为222±2g/m2。
2.根据权利要求1中所述的蚕丝/黄麻增强PBS复合材料,其特征在于,所述蚕丝/黄麻增强PBS复合材料中,所述黄麻针刺非织造布的质量百分数为15%-17%。
3.根据权利要求1中所述的蚕丝/黄麻增强PBS复合材料,其特征在于,所述,所述蚕丝/黄麻增强PBS复合材料中,蚕丝织物的质量百分数为6%-8%,所述PBS薄膜的质量百分比为75%-79%。
4.根据权利要求1中所述的蚕丝/黄麻增强PBS复合材料,其特征在于,所述蚕丝织物为平纹机织物,厚度为0.2mm-0.25mm,面密度为90-120g/m2,经纬密度为(50-60)×(30-40)根/cm。
5.一种如权利要求1-3中任一项所述可生物降解的蚕丝/黄麻增强PBS复合材料的制备方法,其特征在于,包括以下步骤:
(1)、将蚕丝织物、黄麻针刺非织造布和PBS树脂颗粒烘干备用;
(2)、将PBS树脂颗粒置于聚四氟乙烯膜之间,热压形成PBS薄膜;
(3)、取两层蚕丝织物、两层黄麻针刺非织造布和五层PBS薄膜剪裁成合适尺寸,交叉平行铺叠,用聚四氟乙烯膜包裹后,热压成型,得到所述可生物降解的蚕丝/黄麻增强PBS复合材料。
6.根据权利要求5所述的制备方法,其特征在于,步骤(1)中,所述的蚕丝织物进行了脱胶。
7.根据权利要求5所述的制备方法,其特征在于,步骤(1)中,所述烘干的温度为60-80℃,烘干时长为6-8h。
8.根据权利要求5所述的制备方法,其特征在于,步骤(2)中,所述热压的温度为140-150℃,热压时长为2-3min,热压压力为8-10MPa。
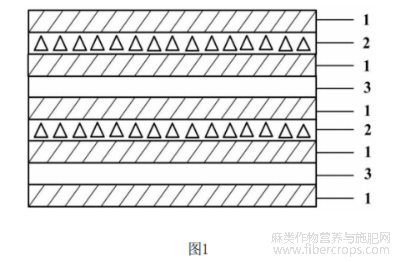
9.根据权利要求5所述的制备方法,其特征在于,步骤(3)中,所述交叉平行铺叠方式:从上到下依次为第一PBS薄膜层、第一蚕丝织物层、第二PBS薄膜层、第一黄麻针刺非织造布层、第三PBS薄膜层、第二蚕丝织物层、第四PBS薄膜层、第二黄麻针刺非织造布层、第五PBS薄膜层。
10.根据权利要求5所述的制备方法,其特征在于,步骤(3)中,所述热压的温度为140-150℃,热压时长为10-20min,热压压力为10-15MPa。
技术领域
本发明涉及复合材料技术领域,尤其是指一种可生物降解的蚕丝/黄麻增强PBS复合材料。
背景技术
目前,为了减轻环境污染压力,众多研究人员致力于绿色环保可生物降解复合材料的研究。黄麻纤维由于其具有较好的力学性能、价格低廉、产量较高以及可生物降解等优势,近年来已广泛用于复合材料的增强体。但黄麻纤维的韧性较差,这导致其复合材料的抗冲击性能差,限制了其在许多领域中的应用。许多研究人员采用黄麻纤维来增强同样可生物降解的聚丁二酸丁二醇酯(PBS)树脂,以期使用PBS树脂的韧性来平衡黄麻纤维的刚性,虽然PBS的韧性较好,但是黄麻/PBS复合材料的冲击性能依然不够理想。
发明内容
为了进一步提高黄麻纤维增强PBS树脂的抗冲击性能,本发明采用韧性优异且同样可生物降解的蚕丝层间混杂黄麻/PBS复合材料,提供一种可生物降解的蚕丝/黄麻增强PBS复合材料,有效改善了黄麻/PBS复合材料的冲击性能。
为实现上述发明目的,本发明采用如下技术方案:
本发明的第一个目的在于提供一种可生物降解的蚕丝/黄麻增强PBS复合材料,所述蚕丝/黄麻增强PBS复合材料以黄麻针刺非织造布和蚕丝织物作为纤维增强体,以PBS薄膜作为基体;所述纤维增强体由下至上依次包括第一蚕丝层、第一黄麻纤维层、第二蚕丝层和第二黄麻纤维层,所述黄麻针刺非织造布的面密度为222±2g/m2。
在本发明的一个实施例中,所述蚕丝/黄麻增强PBS复合材料中,所述黄麻针刺非织造布的质量百分数为15%-17%。
在本发明的一个实施例中,所述蚕丝/黄麻增强PBS复合材料中,蚕丝织物的质量百分数为6%-8%,所述PBS薄膜的质量百分比为75%-79%。
在本发明的一个实施例中,所述蚕丝为平纹机织物,厚度为0.2mm-0.25mm,面密度为90-120g/m2,经纬密度为(50-60)×(30-40)根/cm。
本发明的第二个目的在于提供一种可生物降解的蚕丝/黄麻增强PBS复合材料的制备方法,包括以下步骤:
(1)、将蚕丝织物、黄麻针刺非织造布和PBS树脂颗粒烘干备用;
(2)、将PBS颗粒置于聚四氟乙烯膜之间,热压形成PBS薄膜;
(3)、取两层蚕丝织物、两层黄麻针刺非织造布和五层PBS薄膜剪裁成合适尺寸,交叉平行铺叠,用聚四氟乙烯膜包裹后,热压成型,得到所述可生物降解的蚕丝/黄麻增强PBS复合材料。
在本发明的一个实施例中,步骤(1)中,所述的蚕丝织物进行了脱胶。
在本发明的一个实施例中,步骤(1)中,所述烘干的温度为60-80℃,烘干时长为6-8h。
在本发明的一个实施例中,步骤(2)中,所述热压的温度为140-150℃,热压时长为2-3min,热压压力为8-10MPa。
在本发明的一个实施例中,步骤(3)中,所述交叉平行铺叠方式:从上到下依次为第一PBS薄膜层、第一蚕丝织物层、第二PBS薄膜层、第一黄麻针刺非织造布层、第三PBS薄膜层、第二蚕丝织物层、第四PBS薄膜层、第二黄麻针刺非织造布层、第五PBS薄膜层。
在本发明的一个实施例中,步骤(3)中,所述热压的温度为140-150℃,热压时长为10-20min,热压压力为10-15MPa。
在本发明的一个实施例中,步骤(3)中,所述尺寸不做特别限制,优选为150mm×150mm。
本发明的上述技术方案相比现有技术具有以下优点:
本发明制备的复合材料不仅制备工艺简单,且制备出的复合材料性能较稳定,此外,此复合材料使用的原材料均为可生物降解材料,对环境十分友好。本发明制备的复合材料有效改善了黄麻纤维增强复合材料的韧性,可应用于许多防冲击的材料中。
附图说明
为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中,
图1为本发明所制备的复合材料的结构示意图;
说明书附图标记说明:1-PBS薄膜;2-黄麻针刺非织造布;3-蚕丝织物。
具体实施方式
下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
实施例1
本实施例的可生物降解的蚕丝/黄麻增强PBS复合材料的制备方法,其包括以下步骤:
(1)、将脱胶后的蚕丝织物、黄麻针刺非织造布和PBS颗粒烘干备用,烘干温度为80℃,烘干时长为6h。
(2)、将20gPBS颗粒置于聚四氟乙烯膜之间,并置于平板硫化机上热压成PBS薄膜,热压温度为150℃,热压时长为2min,热压压力为10MPa。
(3)、将两层蚕丝织物、黄麻针刺非织造布和五层PBS薄膜剪裁为150mm×150mm的尺寸,交叉平行铺叠,复合材料中的纤维增强体由下至上依次包括第一蚕丝层、第二黄麻纤维层、第二蚕丝层和第二黄麻纤维层,每层纤维增强体与PBS膜相邻,用聚四氟乙烯膜包裹后,置于模具(150mm×150mm)中并放在平板硫化机上热压,热压温度为140℃,热压时长为10min,热压压力为10MPa。
(4)、热压完成后,待模具自然冷却后,从模具中取出复合材料。
对比例1
本实施例的可生物降解的蚕丝/黄麻增强PBS复合材料的制备方法,其包括以下步骤:
(1)、将脱胶后的蚕丝织物、黄麻针刺非织造布和PBS颗粒烘干备用,烘干温度为80℃,烘干时长为6h。
(2)、将20gPBS颗粒置于聚四氟乙烯膜之间,并置于平板硫化机上热压成PBS薄膜,热压温度为150℃,热压时长为2min,热压压力为10MPa。
(3)、将两层蚕丝织物、黄麻针刺非织造布和五层PBS薄膜剪裁为150mm×150mm的尺寸,交叉平行铺叠,复合材料中的纤维增强体由下至上依次包括第一蚕丝层、第二蚕丝层、第一黄麻纤维层和第二黄麻纤维层,每层纤维增强体与PBS膜相邻,用聚四氟乙烯膜包裹后,置于模具(150mm×150mm)中并放在平板硫化机上热压,热压温度为140℃,热压时长为10min,热压压力为10MPa。
(4)、热压完成后,待模具自然冷却后,从模具中取出复合材料。
对比例2
本实施例的可生物降解的蚕丝/黄麻增强PBS复合材料的制备方法,其包括以下步骤:
(1)、将脱胶后的蚕丝织物、黄麻针刺非织造布和PBS颗粒烘干备用,烘干温度为80℃,烘干时长为6h。
(2)、将20gPBS颗粒置于聚四氟乙烯膜之间,并置于平板硫化机上热压成PBS薄膜,热压温度为150℃,热压时长为2min,热压压力为10MPa。
(3)、将两层蚕丝织物、黄麻针刺非织造布和五层PBS薄膜剪裁为150mm×150mm的尺寸,交叉平行铺叠,复合材料中的纤维增强体由下至上依次包括第一蚕丝层、第一黄麻纤维层、第二黄麻纤维层和第二蚕丝层,每层纤维增强体与PBS膜相邻,用聚四氟乙烯膜包裹后,置于模具(150mm×150mm)中并放在平板硫化机上热压,热压温度为140℃,热压时长为10min,热压压力为10MPa。
(4)、热压完成后,待模具自然冷却后,从模具中取出复合材料。
对比例3
本实施例的可生物降解的蚕丝/黄麻增强PBS复合材料的制备方法,其包括以下步骤:
(1)、将脱胶后的蚕丝织物、黄麻针刺非织造布和PBS颗粒烘干备用,烘干温度为80℃,烘干时长为6h。
(2)、将20gPBS颗粒置于聚四氟乙烯膜之间,并置于平板硫化机上热压成PBS薄膜,热压温度为150℃,热压时长为2min,热压压力为10MPa。
(3)、将两层蚕丝织物、黄麻针刺非织造布和五层PBS薄膜剪裁为150mm×150mm的尺寸,交叉平行铺叠,复合材料中的纤维增强体由下至上依次包括第一黄麻纤维层、第一蚕丝层、第二蚕丝层和第二黄麻纤维层,每层纤维增强体与PBS膜相邻,用聚四氟乙烯膜包裹后,置于模具(150mm×150mm)中并放在平板硫化机上热压,热压温度为140℃,热压时长为10min,热压压力为10MPa。
(4)、热压完成后,待模具自然冷却后,从模具中取出复合材料。
对比例4
本实施例的可生物降解的黄麻增强PBS复合材料的制备方法,其包括以下步骤:
(1)、将黄麻针刺非织造布和PBS颗粒烘干备用,烘干温度为80℃,烘干时长为6h。
(2)、将20gPBS颗粒置于聚四氟乙烯膜之间,并置于平板硫化机上热压成PBS薄膜,热压温度为150℃,热压时长为2min,热压压力为10MPa。
(3)、将四层黄麻针刺非织造布和五层PBS薄膜剪裁为150mm×150mm的尺寸,交叉平行铺叠,每层黄麻针刺非织造布与PBS膜相邻,用聚四氟乙烯膜包裹后,置于模具(150mm×150mm)中并放在平板硫化机上热压,热压温度为140℃,热压时长为10min,热压压力为10MPa。
(4)、热压完成后,待模具自然冷却后,从模具中取出复合材料。
测试例
将实施例1-5制备的复合材料根据标准GB/T1043.1-2008进行冲击性能测试,测试结果见下表1:
表1 复合材料冲击性能测试结果
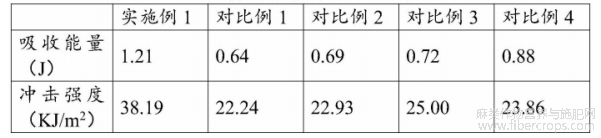
由测试结果可知,实施例1所制备的蚕丝层间混杂黄麻纤维增强PBS复合材料具有最优异的抗冲击性能,与对比例1-4中所制备的4层黄麻增强PBS复合材料相比,冲击强度提高了60.06%,这表明本发明所制备的一种可生物降解的蚕丝/黄麻增强PBS复合材料显著提高了黄麻及其复合材料的冲击性能,同时也说明,本发明实施例提供的黄麻针刺非织造布和蚕丝织物层的设置具有特异性,可以显著的增强复合材料的冲击性能。
显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
摘自国家发明专利,发明人:王萍,邹婷,鲜孟森,张岩,李媛媛,申请号:202310448539.2,申请日2023.04.24。
