摘 要:针对黄麻纤维增强聚氨酯复合材料,选取了主要可控工艺参数纤维质量分数、纤维长度、模压压力和纤维表面处理方法作为试验因素,设计了三水平四因素的正交试验,并依据国标要求进行了拉伸、弯曲和冲击等方面的力学性能试验。通过对试验结果进行极差分析,研究了各种工艺参数对黄麻纤维增强聚氨酯复合材料力学性能的影响情况,并找出了针对不同力学性能指标的最优工艺参数组合方案,为提高制品的力学性能提供了工艺改进依据。
关键词:黄麻纤维;聚氨酯复合材料;正交试验;力学性能
0 引言
随着新能源汽车的大力提倡和政策推广,轻量化、低成本的汽车结构件受到大量关注和研究。其中,聚氨酯塑料通过纤维增强方式进行力学性能提升,具有低密度、高比强度、隔热与缓冲性能优良等特点,广泛运用于汽车工业[1-3]。
许多学者针对聚氨酯复合材料的增强纤维在其材料力学性能方面的改性作用开展了研究。夏敏等[4]对玻璃纤维、碳纤维、天然纤维等多种不同纤维材料对聚氨酯泡沫基体的改性效果进行了综述。相比之下,植物纤维作为增强材料,具有成本低、可降解等优点,也受到了许多学者的青睐。王戈等[5]研究了不同纤维改性方法对复合材料界面的影响情况。Abdullah-Al-Kafi等[6]研究了不同含量的黄麻纤维对增强聚酯基复合材料力学性能的影响,发现黄麻纤维含量的增加可以提高复合材料的拉伸性能。张蔚等[7]则专门针对增强黄麻纤维对聚氨酯复合材料的弯曲性能的影响因素开展了试验研究和工艺参数优化。
本文主要针对黄麻纤维增强聚氨酯复合材料的拉伸、弯曲和冲击等方面的综合力学性能进行研究,通过正交试验方法进行极差分析,并提出最佳工艺参数组合,为该材料在汽车领域的推广应用提供理论参考。
1 试验试样制备
1.1 试验材料
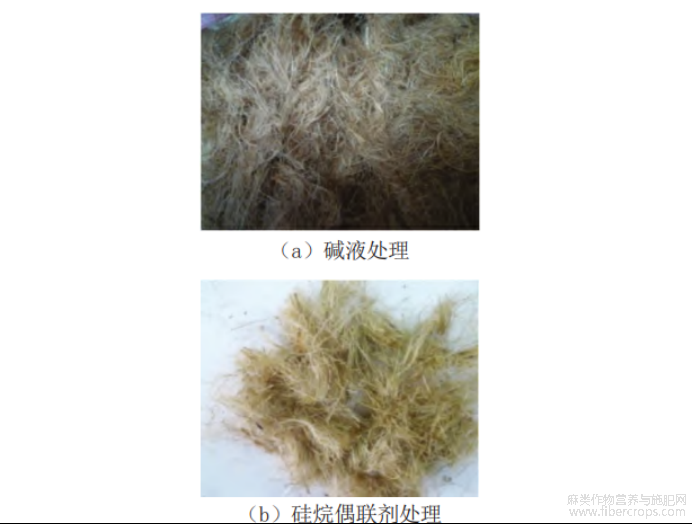
黄麻纤维:选取黄麻纤维为增强纤维,其规格为单纤维细度6支,水分≤0.1%,杂质≤0.1%,由于麻纤维中含有大量的羟基而呈现亲水性,因此生产制备前必须对纤维进行前处理,改善纤维与基体的相容性[8]。本文采用碱液、偶联剂以及碱液和偶联剂复合处理这3种改性方法对黄麻纤维进行表面处理,图1为不同方式处理后的黄麻纤维。

聚氨酯:聚醚多元醇(平均官能度4左右),复配延迟催化剂YC-10.8质量份,水0.6~1.0质量份,物理发泡剂5~8质量份,泡沫稳定剂B8870 1.0~2.0质量份,异氰酸酯指数1.05~1.15。
1.2 试验设备及仪器
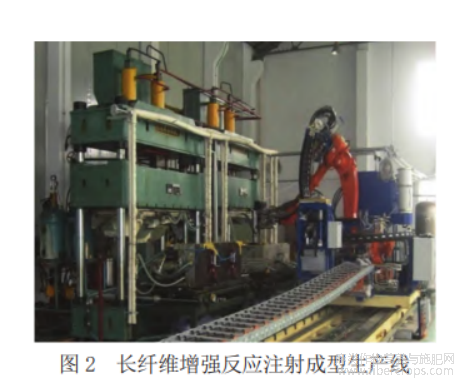
聚氨酯长纤维增强注射成套加工设备:LFI RIM Star 16/40型,德国Krauss-Maffei公司生产,如图2所示。
开模浇注铝模:模内腔尺寸为1200mm×500mm×8mm,可通循环水控制模具的温度,如图3所示。

拉伸、弯曲性能测试仪器:电子万能材料试验机,CSS-44100,最大负荷100kN。
冲击性能测试仪器:简支梁式非金属材料摆锤式冲击试验机,XJJ-50,量程0~7.5J,精度0.03J。
1.3 试样制备
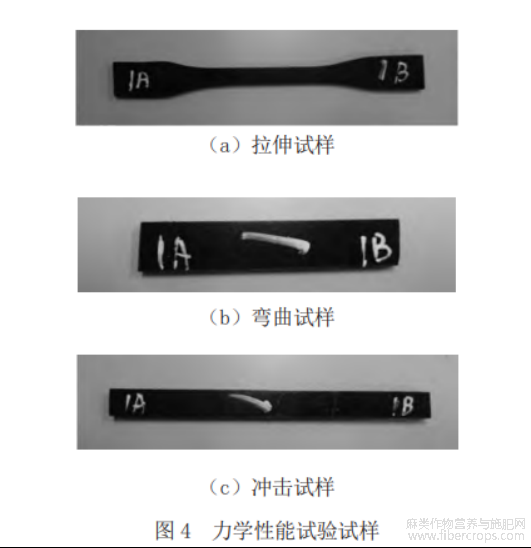
本次黄麻纤维增强聚氨酯复合材料力学性能测试试样全部在复合材料制品上截取,复合材料试样的尺寸要严格参照国标的要求,如图4所示。
2 试验过程
2.1 试验设计
正交试验分析方法是研究多因素多水平的一种设计分析方法,利用标准化正交表来安排与分析多因素试验方案,可减少多因素分析中的试验组合,是目前使用较多的一种工艺优化试验设计和分析方法[9-10]。
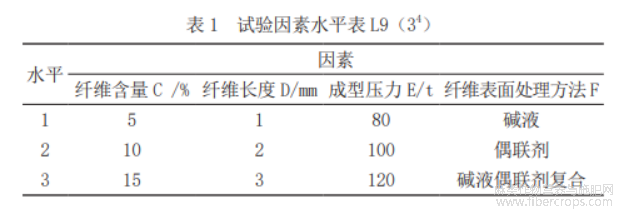
本试验中复合材料制备方案采用正交试验设计L9(34)。根据以往的生产经验及实际需要,选取了纤维含量、纤维长度、成型压力、纤维表面处理方法4个试验因素[11-12],每个因素按照实际生产情况选取3个水平,各因素水平如表1所示。
2.2 试验方法
试样外观检查与状态调节参照GB/T 1446-2005《纤维增强塑料性能试验方法总则》中的规定,试验温度为(23±2)℃,相对湿度为(50±10)%。拉伸、弯曲和冲击性能测试分别按照GB/T 1447-2005《纤维增强塑料拉伸试验方法》、GB/T 1449-2005《纤维增强塑料弯曲试验方法》和GB/T 1451-2005《纤维增强塑料简支梁式冲击韧性试验方法》中的规定执行,并按照表1设计的组合方式各进行9组试验,每组试验均进行5次,取平均值作为试验结果。
3 试验结果分析
3.1 拉伸性能综合分析
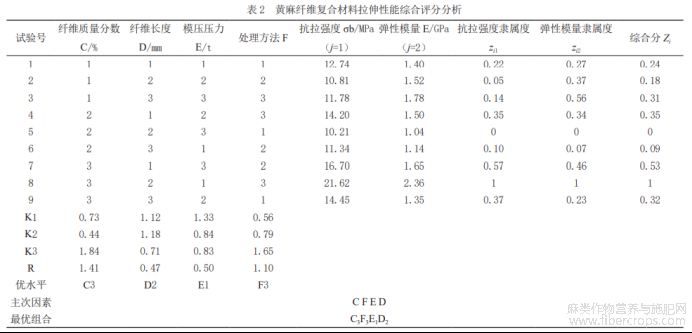
选取拉伸强度和拉伸弹性模量为黄麻纤维复合材料拉伸性能评价指标,按照上节正交试验设计的试验组合,进行9组正交试验。采用综合评分法进行评价,评分结果和综合分数如表2所示。
结合表2试验结果,通过综合评分法分析可以看出,黄麻纤维复合材料拉伸性能影响因素主次顺序为C、F、E、D,我们从抗拉强度和拉伸弹性模量这两方面去寻求各个工艺参数对拉伸性能的影响规律,最终综合评价模型所得到的最优工艺参数组合为C3F3E1D2,即纤维质量分数为15%、纤维表面处理方法为复合处理、模压压力为80t、纤维长度为25mm,这恰好是已做过的正交试验中的第8组试验,其综合分数最高。
3.2 弯曲性能综合分析
选取弯曲强度和弯曲弹性模量为黄麻纤维复合材料弯曲性能评价指标,按照上节正交试验设计的试验组合,进行9组正交试验。采用综合评分法进行评价,评分结果和综合分数如表3所示。
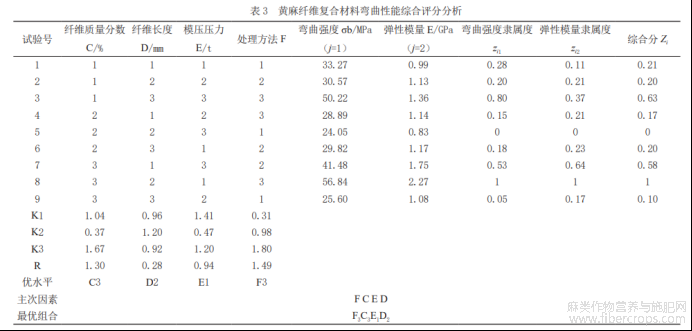
结合表3试验结果,通过综合评分法分析可以看出,黄麻纤维复合材料弯曲性能影响因素主次顺序为F、C、E、D,我们从弯曲强度和弯曲弹性模量这两方面去寻求各个工艺参数对弯曲性能的影响规律,最终综合评价模型所得到的最优工艺参数组合为F3C3E1D2,即纤维表面处理方法为复合处理、纤维质量分数为15%、模压压力为80t、纤维长度为25mm,这恰好是已做过的正交试验中的第8组试验,其综合分数最高。
3.3 冲击性能分析
选取冲击韧性为黄麻纤维复合材料冲击性能评价指标,同样按照上节正交试验设计的试验组合,进行9组正交试验。极差分析结果如表4所示。
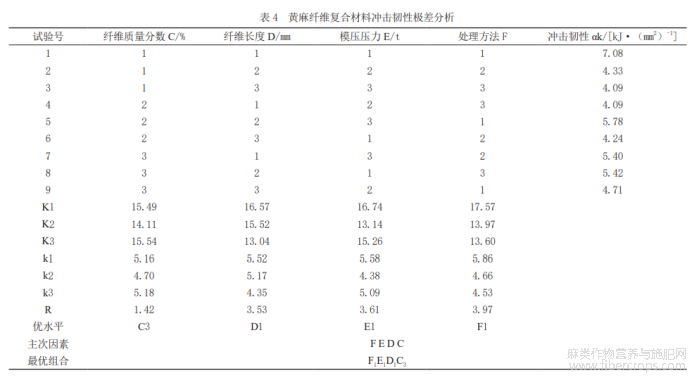
从表4我们可以看出,黄麻纤维复合材料冲击性能影响因素主次顺序为F、E、D、C。当纤维质量分数为15%,纤维长度为12.5mm,模压压力为80t,处理方法选用碱液处理时复合材料冲击性能最好,即最优方案为F1E1D1C3。
分析得出的最优工艺参数组合不在所设计的正交试验中,与理论最优方案最接近的试验方案为第1组试验的工艺参数方案,仅在纤维质量分数这个因素上存在差异,这可能是由于存在试验误差而导致的。
3.4 力学性能综合评价
从上述针对黄麻纤维增强聚氨酯复合材料试样拉伸、弯曲和冲击性能的试验研究与分析中可以看出,拉伸性能和弯曲性能的最优方案与正交试验中设计的第8组工艺参数组合方案相同;冲击性能最优方案与正交试验中设计的第1组工艺参数组合方案最接近。
结合汽车内饰件对复合材料制品性能的具体要求,最终确定本次试验的综合力学性能最优方案为纤维质量分数15%、纤维长度25mm、模压压力80t、纤维表面处理方法为复合处理。
4 结论
(1)影响黄麻纤维增强聚氨酯复合材料力学性能的主要因素包括C(纤维质量分数)、D(纤维长度)、E(模压压力)和F(纤维表面处理方法),文中针对以上4项工艺参数对材料力学性能的影响开展具体研究。
(2)通过多指标正交试验的极差分析结果可知,影响黄麻纤维增强聚氨酯复合材料拉伸综合性能的影响因素主次顺序为C>F>E>D;影响其综合弯曲性能的影响因素主次顺序为F>C>E>D;影响其冲击韧性的影响因素主次顺序为F>E>D>C。由此可以看出,F(纤维表面处理方法)是影响黄麻纤维增强聚氨酯复合材料综合力学性能最主要的因素。
(3)黄麻纤维增强聚氨酯复合材料拉伸综合性能最优的工艺参数组合方案为C3F3E1D2,弯曲综合性能最优的工艺参数组合方案为F3C3E1D2,与所设计的正交试验中的第8组方案工艺参数吻合;冲击韧性最优的工艺参数组合方案为F1E1D1C3,与所设计的正交试验中的第1组方案工艺参数最接近。
(4)综合汽车内饰件对复合材料制品力学性能的使用要求,推荐纤维质量分数为15%、纤维长度为12.5mm、模压压力为80t、处理方法选用碱液处理的工艺参数方案为综合力学性能最优方案。
参考文献
[1] MISHRA S, MOHANTY A K, DRZAL L T, et al. Studies on mechanical performance of biofibre/glass reinforced polyester hybrid composites [J]. Compos Sci Technol, 2003, 63(10): 1377-1385.
[2] 张蔚,陈丰,孙宇,等 . 低密度长玻纤增强聚氨酯复合材料的力学性能 [J]. 工程塑料应用,2011,39(2):24-27.
[3] 孙开颜,姚伟,高祥政,等 . 纤维增强复合材料产品加工工艺的改进 [J]. 工程塑料应用,2015,43(2):71-73.
[4] 夏敏,李萍,刘俊聪,等 . 纤维增强改性聚氨酯泡沫研究进展 [J]. 工程塑料应用,2015,43(6):137-139.
[5] 王戈,顾少华,张文福,等 . 植物纤维增强环氧树脂复合材料界面改性研究进展 [J] . 中南林业科技大学学报,2020, 40(7):144-152.
[6] ABDULLAH-AL-KAFI, ABEDIN M Z, BEG M D H., et al. Study on the mechanical properties of jute/glass fiber-reinforced unsaturated polyester hybrid composites: effect of surface modification by ultraviolet radiation [J]. J Reinf Plast Compos, 2006, 25(6): 575-588.
[7] 张蔚,陈丰,孙宇,等 . 基于弯曲性能的黄麻纤维增强聚氨酯复合材料工艺参数研究 [J] . 材料科学与工艺,2012, 20(4):121-127.
[8] 韩宁宁,王训遒,陈琦,等 . 植物纤维改性方法及其增强复合材料研究进展 [J]. 化工新型材料,2020,48(3):9-13.
[9] 刘瑞江,张业旺,闻崇炜,等 . 正交试验设计和分析方法研究 [J]. 实验技术与管理,2010,27(9):52-55.
[10] 李云雁,胡传荣 . 试验设计与数据处理 [M] .3 版 . 北京 : 化学工业出版社,2017.
[11] 陈丰,孙宇 .可变纤维增强反应注射成型技术研究现状 [J]. 玻璃钢 / 复合材料,2010(5):71-77.
[12] 杜思琦,王继崇,彭雄奇,等 . 可生物降解的黄麻纤维/聚乳酸复合材料的制备和力学性能 [J]. 上海交通大学学 报,2019,53(11):1335-1341.
文章摘自:张蔚.基于正交试验法的黄麻纤维增强聚氨酯复合材料综合性能研究[J].信息记录材料,2023,24(06):5-9.DOI:10.16009/j.cnki.cn13-1295/tq.2023.06.007.
