摘 要:为有效利用野生罗布麻,以罗布麻枝条为原料,采用碱法蒸煮后打浆、碱精制、予酸、漂白等生产工艺生产黏胶纤维用麻浆粕,生产的麻浆粕的甲种纤维素质量分数、灰分质量分数、铁含量、白度等指标符合FZ/T 51009—2014标准的优等品要求。通过正交试验获得了最佳蒸煮、精制、漂白工艺,为以后规模化生产提供了可行性依据。
关键词:黏胶纤维;罗布麻;浆粕;生产工艺
罗布麻属夹竹桃科,是生长在盐碱、沙滩及河滩地的一种抗逆性很强的多年生宿根半灌木野生植物,近年来被发现有很大的药用价值。罗布麻的韧皮纤维在野生植物中属佼佼者,其茎皮也是很好的纺织原料。因此,罗布麻现已有引种栽培驯化。现有公开的技术中,还未发现有效的通过蒸煮将罗布麻制成麻浆粕的方法,本文以罗布麻为原料,对黏胶纤维用麻浆粕的工艺进行了研究,以期为后续工业化生产麻浆粕提供数据支持。
1 试验
1.1 原料
罗布麻枝条,氢氧化钠、工业盐酸、双氧水、次氯酸钠、十二烷基苯磺酸钠、硫酸镁、硅酸钠、草酸、六偏磷酸钠等均为工业级。
1.2 设备和检测仪器
咸阳通达轻工设备有限公司TD1-15型电热蒸煮锅和TD6-23型打浆机,江苏正基仪器有限公司HH-W600型数显恒温水浴锅,杭州品享科技有限公司 PN- SDJ100 型打浆度测定仪,脱水机、天平、烘箱、黏度计、振荡器、黄化机等。
1.3 试验方法
罗布麻制浆工艺流程:原料→备料→蒸煮→洗料→打浆→挤浆→碱精制→洗料→予酸→洗料→双氧水漂白→次氯酸钠漂白→酸处理→洗料→成品浆粕。
1.3.1 原料预处理
将罗布麻枝条进行切断处理,切断长度为20~50 mm,人工挑出大块的杂质和非纤维杂质,然后用网筛进行筛选,尽可能去除各类杂质,保证蒸煮时的均匀性及提高碱的有效利用。
1.3.2 碱预浸渍和蒸煮试验
采用碱法(氢氧化钠法)制浆,蒸煮前用蒸煮碱液进行预浸渍,蒸煮效果更好。以蒸煮碱质量浓度、用碱质量分数、蒸煮温度、蒸煮保温时间四因素三水平进行正交试验,经3次常规升温,2次小放汽后保温,保温结束大放汽,倒料。
蒸煮碱质量浓度:质量分数为50%的氢氧化钠溶液配制成所需的蒸煮质量浓度,如试验用到的40、50 g/L等。
用碱质量分数:指蒸煮时氢氧化钠质量对绝干原料质量的百分比。
1.3.3 碱精制试验
碱精制试验原理:浆料中的半纤维素可溶解在碱液中(甲种纤维素不溶),将溶解在碱液中的半纤维素随碱液挤出,可以提高浆料中甲种纤维素的质量分数。
蒸煮后浆料中甲种纤维素质量分数为 86%~88%,以精制碱质量浓度、精制温度、精制时间三因素三水平进行碱精制正交试验,将浆料中甲种纤维素质量分数提高到92.2%~94.8%。
1.3.4 予酸试验
根据浆料量,加入盐酸溶液,控制盐酸质量浓度在0.30~0.60 g/L,在予酸池中常温搅拌浆料30 min,后用清水进行洗料。予酸后浆料中灰分质量分数、铁含量下降明显,浆料中酸溶性杂质溶出,更有利于后续工段浆料白度的提高,也降低了漂白化工料的消耗。
1.3.5 漂白试验
传统的漂白工艺是直接用次氯酸钠漂白,但罗布麻浆料经过次氯酸钠漂白后白度不是很高。经多次试验,采用两段漂白,即一段先用双氧水漂白后,二段再用次氯酸钠漂白,浆料的白度又可调高7%~8%。
以双氧水质量分数、漂白温度、漂白时间进行三因数三水平双氧水漂白正交试验。
1.3.6 麻浆粕各类质量指标的测定
依据FZ/T 51001—2009《黏胶纤维用浆粕》进行聚合度、甲种纤维素质量分数、白度、灰分质量分数、铁含量、反应性能的测试。
反应性能是表示浆粕(纤维素)反应能力的指标,以配制的黏胶溶液先后通过相同容积过滤孔所用的时间之差来表示,时间越短,表示反应性能越好。
2 结果与讨论
2.1 蒸煮试验
蒸煮正交试验具体方案及结果如表1所示。
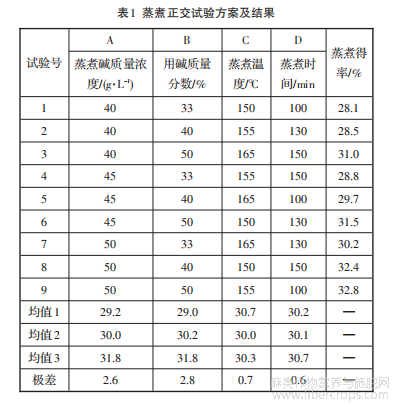
由表1可知,影响蒸煮试验因素的主次顺序为用碱质量分数、蒸煮碱质量浓度、蒸煮温度、蒸煮时间,最佳方案为A3B3C2D1,即9号试验。工艺条件为:碱质量分数 50%,蒸煮碱质量浓度 50 g/L,蒸煮温度155 ℃,蒸煮时间100 min。
2.2 碱精制试验
碱精制正交试验具体方案及结果如表2所示。
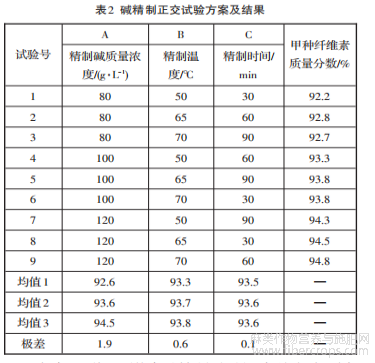
由表2可知,影响碱精制试验因素的主次顺序为精制碱质量浓度、精制温度、精制时间,最佳方案为A3B3C2,即9号试验。工艺条件为:精制碱质量浓度120 g/L,精制温度70 ℃,精制时间60 min。
2.3 予酸试验
予酸试验证明:没有经过予酸处理的浆粕,漂白后白度在 71%~72%;经过予酸处理的浆粕,漂白后白度可达到80%~81%。
2.4 漂白试验
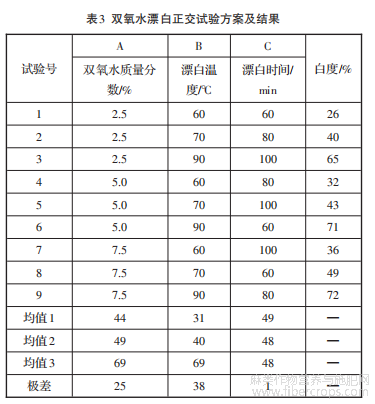
双氧水漂白正交试验具体方案及结果如表3所示。
由表3可知,影响双氧水试验因素的主次顺序为漂白温度、双氧水质量分数、漂白时间,最佳方案为 B3A3C2,即 9 号试验。工艺条件为:漂白温度90 ℃,双氧水质量分数7.5%,漂白时间80 min。
试验证明,经过予酸、双氧水漂白后,浆料白度已达到 71%~72%,次氯酸钠漂白时稍微调整聚合度,不需要消耗过多的有效氯,也不需要太长时间,浆料白度就可达到80%~81%。
2.5 测试结果
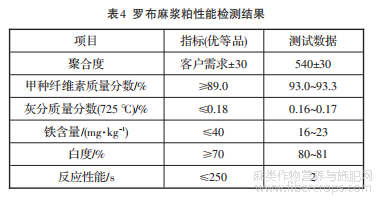
罗布麻浆粕的性能检测结果如表4所示。
由表4可知,罗布麻浆粕的各项性能指标均达到FZ/T 51009—2014黏胶短纤维用麻浆粕优等品的标准。
3 结语
罗布麻枝条经过预处理切断、除杂后,在传统工艺的基础上增加一些新的工艺技术,生产出的黏胶纤维用麻浆粕的各项质量指标符合FZ/T 51009—2014优等品的质量标准。经正交试验分析得到最佳工艺,蒸煮工艺为:碱质量分数50%,蒸煮碱质量浓度 50 g/L,蒸煮温度 155 ℃,蒸煮时间 100 min。碱精制工艺为:精制碱质量浓度 120 g/L、精制温度 70 ℃、精制时间 60 min。双氧水漂白工艺为:漂白温度90 ℃,双氧水质量分数7.5%,漂白时间80 min。
文章摘自:岳芳艳.黏胶纤维用罗布麻浆粕的生产工艺[J].合成纤维,2023,52(08):4-6.DOI:10.16090/j.cnki.hcxw.2023.08.010.
