摘 要:为了解决麻衬衫生产过程中存在纬斜?尺寸不稳定?易滑脱?水洗手感差等质量较难控制问题,分别从衬衫裁剪?粘衬工艺,辅料选择,缝制?整烫及水洗工艺等方面研究问题存在的原因并提出解决措施?指出:麻面料宜采用手工拉布,采用较薄的粘合衬?低温平压,可防止因衬布缩率大而造成的尺寸偏差问题;软衬?活衬适合麻面料,粘合后不改变麻面料本质风格且强力较高;缝制时需从线迹密度?缝纫机针?缝线张力调节?左右门襟等方面控制加工质量;应采用合理的熨烫温度,整烫前须对麻面料加湿,设立专人平领子?门襟和底边工序等;采用合理的水洗工艺,避免麻衬衫的刺痒感?粗糙感和粗硬感,使麻织物具备柔软?平滑?干爽的手感,且能改善织物弹性和抗皱性能?
关键词:麻衬衫;纬斜;滑脱;裁剪;粘衬;辅料;缝制;整烫;水洗
麻类衬衫具有天然透气性?吸湿性?清爽性和排湿性的特点,夏天穿着可使人体的实感温度降低3℃~5℃[1],被称为“天然空调”,是一种悬垂性好的天然纺织面料[2]?此外,麻纤维富含对人体健康有益的十几种微量元素,具有一定的保健?抗菌?抗静电?抗紫外线辐射等作用[3],因此麻衬衫具有十分良好的市场前景?但麻衬衫天然粗犷的面料风格决定了面料会出现棉结?纬斜等问题,给裁剪?缝制和整烫带来一定难度;麻衬衫水洗前后的尺寸差异决定麻衬衫的尺寸稳定性,水洗效果又决定了穿着效果?为此,笔者从裁剪?粘衬?辅料?缝制等方面对麻衬衫工艺进行研究?
1裁剪工艺
在纬斜控制方面,由于麻面料丝缕直顺,故采用手工拉布,拉布层数最多为60层;在拉布过程中需整平面料,注意拉布要松弛;条格麻面料清片需调直后再挂针;精裁和挂针时需平铺面料不能拉拽,否则易发生变形?此外,由于麻面料粗纱?麻结?麻皮较多,需要先修面料再进行拉布?
2粘衬工艺
粘衬时需平铺面料后再进行低温粘衬,粘衬缝头要标准,尤其是底领头处需粘对称;反领粘比较薄的软衬8007后再画出净样(见图1),否则勾翻领时易拉长面料?产生变形?
麻面料一般采用较薄的粘合衬,故需用低温进行平压,可防止因衬布缩率大造成的尺寸偏差?平压温度一般为150℃~155℃,压强为0.30MPa~0.35MPa,平压时间为6s~7s?

图1 反领画净样
3辅料
3.1衬布
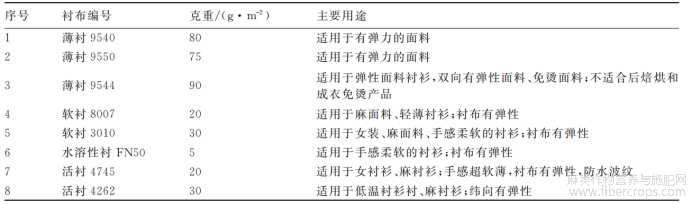
由于麻面料不同于纯棉面料,纱线号数较大?面料略显厚实?经试验,厚粘合衬布不适合麻面料,粘合后会失去麻面料的粗犷风格,因此宜采用薄衬?软衬?水溶性衬?活衬等进行试验?不同衬布克重和主要用途见表1?
由表1可知,麻面料不宜采用薄衬和水溶性衬,而软衬?活衬等衬布比较适合,粘合后不改变麻面料风格且具有较高强力?
表1 不同衬布克重和主要用途
3.2缝纫线
不同于纯棉面料,麻面料一般需采用较粗的缝纫线,以凸显麻衬衫的粗犷风格?麻面料用不同品种缝纫线的优缺点见表2?
表2 麻面料用不同品种缝纫线的优缺点

由表2可看出,麻衬衫缝纫面线可采用TKT100,TKT120和TKT140品种,而缝纫底线采用略细的TKT140品种效果最佳?
4缝制工艺
4.1线迹密度
麻衬衫风格要求针码比纯棉面料大?经试验得出:暗线为12针/cm~14针/cm,明线为14针/cm~16针/cm时的线迹密度,可与麻面料匹配,外观效果较好且面料接缝强力高?
4.2缝纫机针
由于麻面料所用缝纫线略粗,因此相应的缝纫机针一般也比正常针略粗?采用11号针或14号针(左右门襟),不但能避免扎断纱线问题且能适应缝纫设备高速运转?
4.3缝线张力调节
与纯棉面料相比,麻面料滑爽性差?比较粗糙,因此在缝纫过程中为防止起线环,宜将设备的面线张力略紧调节为39.2cN~49.0cN,底线张力宜略松调节为4.9cN~9.8cN?
4.4辑反领和袖头明线
辑反领和袖头明线时,需要用左手向前拉?右手向后拉?底翻领合拢时,需拉紧底领里,两领头处严格采用样板缝纫,防止拉长变形?
4.5左右门襟粘衬
左右门襟粘衬一般采用机缝,避免手工粘衬,防止变形?
4.6侧缝合身
缝制侧缝合身前须调整拖轮压力,防止合身不齐?此外,由于麻面料粗糙,合身喇叭卷进去的缝头易出现不均匀问题,需用手向前送面料同时检验缝头情况?
4.7吸线头
缝制后需要吸线头,麻衬衫吸线头的时间略短于正常面料?若拉力过大?时间过长,则会造成麻面料变形严重?
4.8锁眼宽度和线迹密度
麻衬衫缝制过程中,应调整锁眼宽度和线迹密度,尤其是水洗麻衬衫,锁眼宽度为0.4cm(普通面料锁眼宽度为0.3cm),线迹密度为120针/cm?
5整烫工艺
整烫工艺在麻衬衫的生产中也具有十分重要的作用,在整烫时需要注意以下几点?
a)熨烫前测试熨斗温度为140℃~150℃,熨烫麻面料的温度需要低于熨烫正常面料的温度(160℃~170℃)且应虚烫,否则会失去自然粗犷的风格?
b)麻面料易褶皱?不易烫开,因此须采用加湿器对麻衬衫进行加湿后再整烫?
c)设立专人平领子?门襟和底边工序,改进前每件麻衬衫熨烫时间为7min~8min,门襟熨烫时间为2min~3min;改进后每件麻衬衫熨烫时间为3min~4min?
d)折叠时不能拉拽麻面料,需平服折叠,否则易产生变形?
6水洗工艺
麻衬衫水洗工艺也很关键,采用合适的水洗工艺,不但能避免麻衬衫的刺痒感?粗糙感和粗硬感,使麻织物具备柔软?平滑?干爽的手感,还能改善织物的弹性和抗皱性能[4]?麻衬衫水洗工艺条件如水洗时间?水洗温度?水洗助剂?焙烘温度?工艺配方等直接影响其质量指标,为保证水洗后的外观风格?尺寸稳定等,需对麻衬衫水洗工艺进行深入研究?
6.1水洗时间
为了确定不同水洗时间对麻面料手感强力的影响,通过试验测试麻面料相应的断裂强力和撕裂强力?其中,断裂强力测试的位置为接缝处,试样尺寸为50mm×100mm;撕裂强力测试的是麻衬衫面料的强力,试样尺寸为63mm×100mm,测试速度为100mm/min,具体结果见表3?
表3 不同水洗时间对麻面料强力的影响
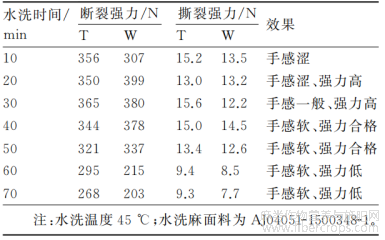
由表3数据可知,当水洗温度为45℃?水洗时间为40min~50min时,麻面料的手感软?强力合格,效果最好,水洗效率相对较高,成本相对较低?
6.2焙烘条件
在水洗时间为30min条件下,通过试验验证不同烘干温度对面料手感与强力的影响,以确定麻面料最佳焙烘条件?其中,以断裂强力测试接缝处,试样尺寸为50mm×100mm;以撕裂强力测试面料强力,试样尺寸为63mm×100mm,测试速度为100mm/min,具体结果见表4?
表4 不同烘干温度对麻面料强力的影响
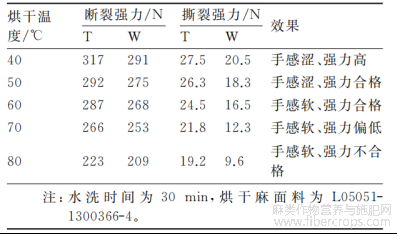
由表4试验数据可知,在水洗时间为30min?烘干温度为60℃时,麻面料的手感较好且强力合格?在保证强力的前提下,烘干一般分为焙烘和冷风2个阶段,焙烘时间为5min~8min,冷风时间为30min~40min时,麻衬衫水洗后的尺寸稳定性好?手感有保障?
6.3水洗助剂
对比7种柔软剂和2种强力保护剂在使用过程中的优缺点,以选择最合适的助剂,结果见表5?
表5 7种柔软剂和2种强力保护剂对比
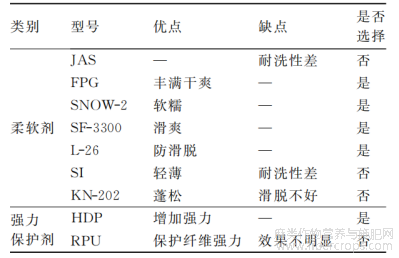
由表5分析得知,从7种柔软剂和2种强力保护剂中优选出FPG,SNOW-2,SF-3300,L-26柔软剂和HDP强力保护剂,能保证麻衬衫水洗后的外观风格和纤维强力?
6.4工艺类型
通过对水洗助剂进行搭配试验,优选出3种适合麻衬衫的水洗工艺,具体如下?
a)特软洗工艺:先使用防滑脱剂改善麻面料易滑脱问题,后使用蓬松剂?柔软剂增加面料柔软度?消除面料硬挺感;该工艺能赋予服装特别柔软的手感,也消除了麻面料带给皮肤的刺痒不适感?
b)酵素复合洗工艺:采用多种助剂复合洗,以增强麻面料蓬松柔软度;酵素复合洗工艺适合需要增强蓬松感的面料?
c)酵素+砂洗+硅油工艺:采用新型的改性氨基硅油乳液,能赋予麻织物蓬松?平滑的“肉柔软”手感,像棉一样;该混合工艺适合麻面料?棉麻混纺衬衫以及需要增加柔软度的面料[5]?
7结语
通过对裁剪?粘衬?缝制?整烫及水洗工艺等方面综合研究,解决了麻衬衫的纬斜?尺寸不稳定?滑脱?强力不合格?水洗手感差等较难控制的质量问题,确保了麻衬衫的粗犷休闲风格?在崇尚自然,返璞归真,保护环境的“绿色”浪潮中,消费者对麻衬衫的认识不断加深,未来麻衬衫不仅会呈现出越来越强的生命力,而且会成为服装的经济增长点?
参考文献
[1]李锦华.大麻/棉针织面料的染整工艺[J].纺织学报,2006,27(8):92-94.
[2]蔡永东,姜生,卢蓉涛.色织棉麻交织牛津纺的生产技术要点[J].棉纺织技术,2003,31(1):38-39.
[3]李焰.麻织物透气性能的研究[J].湖南工程学院学报(自然科学版),2005,15(2):88-90.
[4]杨红穗,张元明.大麻纺织应用前景及研究现状[J].纺织学报,1999,20(4):62-64.
[5]陈继红.大麻针织物的开发尝试[J].针织工业,2002(3):29-30.
文章摘自:宋海燕,解滢瑞,李凤霞等.麻衬衫生产工艺研究[J].纺织器材,2023,50(03):53-56.
