摘 要:为解决废弃塑料包装对环境的污染问题,采用非织造生产工艺,以可降解的黄麻、黏胶、聚乳酸(PLA)纤维为原料通过机械梳理获得纤维网,并经针刺预加固和热压成型得到生物可降解包装材料。探索了混合比及面密度对可降解包装材料性能的影响,通过正交试验得到热压成型的最优工艺参数。结果表明,当黄麻/黏胶/PLA混合比为50∶35∶15,面密度为100g/m2,热压温度为170℃,压强为6MPa,热压时间为10s时,所得样品的纵、横向断裂强力分别为156.5、76.0N,可满足包装袋力学性能的要求。
关键词:黄麻;黏胶;聚乳酸纤维;非织造;可降解热压成型;包装
废弃塑料包装袋对环境造成的污染问题日益严峻,为解决此问题,可降解材料在包装领域得到应用,商业化淀粉基生物降解材料已在国外面市,但其机械性能较差[1]。Sandhya等[2]用木棉树皮纤维和聚(3-羟基丁酸酯-co-3-羟基戊酸酯)(PHBV)制备水果包装袋,综合了天然纤维和可生物降解塑料的优点。在国内,以聚乳酸(PLA)和聚己二酸(PBAT)为主要原料的全生物降解塑料袋应运而生,它能够代替传统石油基塑料袋和以聚乙烯、聚丙烯或聚酯为原料的纺黏非织袋,减少对环境的污染[3]。但生物可降解材料成本高,故本文采用具有一定力学性能且价格低廉的可降解材料与其混合进行生产,以降低生产成本。
我国拥有丰富的麻类资源,其中黄麻纤维粗硬、强度高、耐磨且价格低廉[4],其产品具有良好的环保性[5]。PLA是目前可降解塑料产业的主要原料之一,具有可再生性和生物安全性,且生产过程无污染,是一种物理、机械性能优良的热塑性材料[6]。罗慧等[7]将细化处理后的黄麻纤维和皮芯型低熔点聚乳酸纤维以70∶30的比例混合后经气流成网、热压成型得到可降解的地膜材料。该地膜材料面密度较低,力学性能无法满足包装袋的要求,但其研究结果对包装材料的开发具有参考价值。于洋等[8]以黄麻纤维为主要原料,通过针刺加固获得环保袋材料。但针刺加固提供的强力有限,需要在此基础上添加黏结材料。倪冰选等[9]测试了聚酯非织造布的规格和力学性能,给出了适合购物袋用非织造布的指标范围。由于PLA纤维成本高,而黄麻纤维粗硬,可加工性差,故本文采用柔软、易加工且可降解的黏胶纤维与黄麻、PLA纤维混合,再采用机械梳理方式成网,所得纤维网先经针刺机预加固,后通过平板硫化机热压使聚乳酸纤维熔融起黏结作用,冷却后成型得到可降解包装材料。本文研究了混合比和面密度对包装材料力学性能的影响,并通过正交试验探索最优的热压工艺参数。
1试验部分
1.1试验原料
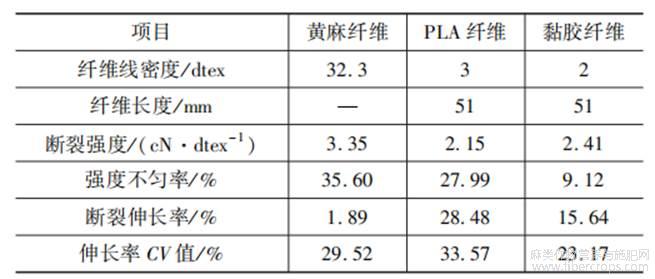
黄麻纤维由湖南南源新材料有限公司提供;聚乳酸纤维(熔点约170℃)由新乡市日鑫生态纺织服饰有限公司提供;黏胶由张家港市锦花漂白纤维有限公司提供。纤维原料的力学性能见表1。
表1 纤维原料的力学性能
1.2试验仪器与设备
TRJ160型小型梳理机(青岛同瑞佳机械有限公司),WFC-100型针刺机(江苏省靖江县无纺设备厂),XLB-400×400×2型平板硫化机(上海齐才液压机械有限公司),YG141N型数字式织物厚度仪(南通宏大实验仪器有限公司),HD026N型多功能织物强力机(温州方圆仪器有限公司),FA-1004型电子天平(上海天平仪器厂)。
1.3样品制备
将黄麻、黏胶、PLA纤维以一定比例混合、开松后喂入梳理机,经2~3道梳理后得到均匀的纤维网。调整喂入原料质量来控制纤维网面密度。所得纤网先经针刺机(针刺密度200刺/cm2,针刺深度12.90mm)预加固,然后转移至平板硫化机中,在一定热压温度、时间及压强下热压成型,制得黄麻可降解非织造包装材料。
1.4性能测试
1.4.1 面密度测试
将制备所得的黄麻/黏胶/聚乳酸非织造布裁剪成10cm×10cm的试样,经标准大气调湿后称重,计算得到样品的面密度(g/m2)。
1.4.2厚度测试
根据GB/T24218.2—2009《纺织品非织造布试验方法第2部分:厚度的测定》测试样品厚度。
1.4.3断裂强力测试
参照GB/T24218.3—2010《纺织品非织造布试验方法第3部分:断裂强力和断裂伸长率的测定(条样法)》,取试样宽度为50mm±0.5mm,隔距长度为100mm,测试样品的断裂强力。
2结果与讨论
2.1混合比及面密度对力学性能的影响
PLA纤维为生物可降解材料,成本较高,故需控制用量。黄麻纤维强度高,但自身刚性较大,抱合性差,故其成网效果较差,且针刺后纤维不易相互缠结。为提高可加工性,试验混入一定比例的黏胶纤维。黏胶纤维细而柔软,有助于提高纤维间的相互纠缠。从前期试验得知,聚乳酸比例在20%左右可兼顾产品的成本和强度。故先固定PLA纤维占比为20%,探索黄麻与黏胶纤维比例对样品断裂强力的影响。不同比例的黄麻、黏胶、聚乳酸纤维混合开松后喂入梳理机,所得纤维网经针刺预加固后移至平板硫化机上热压成型。工艺参数为:热压温度170℃、压强5MPa、热压时间50s。不同样品的力学性能测试结果见表2。
表2 不同黄麻/黏胶/PLA(20%)混合比样品的力学性能
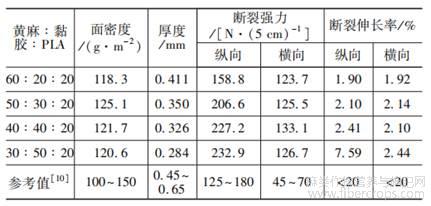
由表2可得,在面密度接近的条件下,当PLA纤维比例一定(20%)时,随着黏胶纤维比例的增加,样品纵、横向断裂强力以及伸长率大体上逐渐增加。可见,在以黄麻为主要原料时,增加黏胶纤维的含量能够有效提高纤网中各纤维间的抱合、纠缠,从而提高样品的断裂强力。但黏胶比例达到一定程度后,强力的增加趋于平缓,横向断裂强力甚至有小幅下降。
本文所制样品的强力除了来源于针刺后纤维间的相互纠缠,还有一部分源于PLA纤维在受热加压条件下熔融而黄麻、黏胶纤维固结。从表2还可知,当样品面密度在120g/m2左右、PLA纤维质量分数为20%时,各组样品的断裂强力均显著优于参考值。因此,为降低成本,进一步验证降低样品面密度和PLA比例的可行性,试验结果见表3。
表3 面密度与PLA比例对力学性能的影响
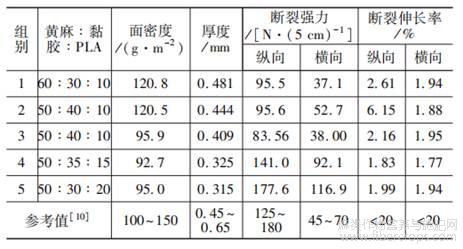
从表3可以看见:第1、2组样品面密度保持在120g/m2左右,PLA纤维质量分数从20%降至10%,样品的断裂强力明显下降。第3组在第2组的基础上将样品面密度降至100g/m2左右,样品的断裂强力也有所下降,但相较于PLA纤维比例减少导致的强力下降,面密度变化对强力的影响程度相对较小。这说明虽然针刺可以增加纤维间的相互纠缠,但其提供的强力对于包装材料来说仍是有限的,充分发挥PLA纤维的黏结作用更为重要。通过第3、4、5组试验结果可知,当样品面密度在100g/m2左右,黄麻∶黏胶∶PLA=50∶35∶15时,样品的力学性能使可以满足包装材料的基本要求,从而降低包装袋生产成本。因此,本文采用此原料配比进行后续的热压工艺参数优化试验。
2.2热压工艺参数的优化
在一定的原料混合比及纤维网面密度下,热压时PLA纤维熔融程度影响了最终非织造材料的力学性能。本试验涉及的主要热压参数有热压温度、热压时间及压强[10-11]。聚乳酸纤维的DSC图见图1。
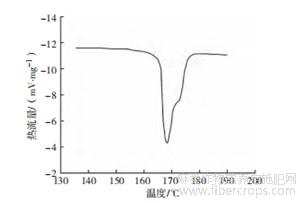
图1 聚乳酸纤维的DSC图
从图1可以看出,在温度160℃左右,热流量曲线开始出现向下波动的趋势,即本文选用的聚乳酸纤维从160℃左右开始软化。图中的波谷即为聚乳酸纤维的熔点,约在170℃。根据前期的初步试验结果,本文进行了L9(34)正交试验,试验因素及水平见表4。
表4 正交因素水平表
根据选定的因素及其水平进行正交试验,测试所得样品的断裂强力并进行正交试验的直观分析,见表5。
表5 正交试验结果及直观分析表
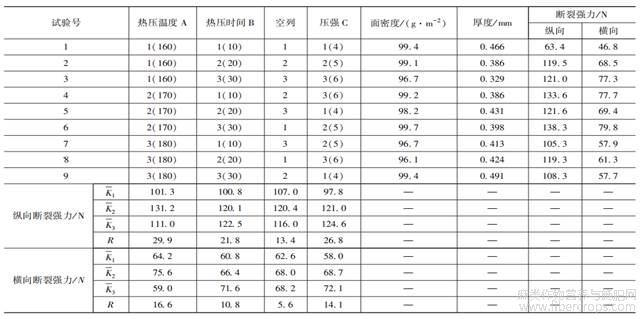
由表5可知,影响样品纵、横向断裂强力的因素主次排序均为:热压温度>压强>热压时间,且最优方案为A2B3C3,即热压温度170℃、热压时间30s、压强6MPa。
对样品的纵、横向断裂强力进行方差分析,结果见表6。其中,“∗”表示影响显著。F0.20(2,2)=4.0。
表6影响纵、横向断裂强力的因素方差分析表
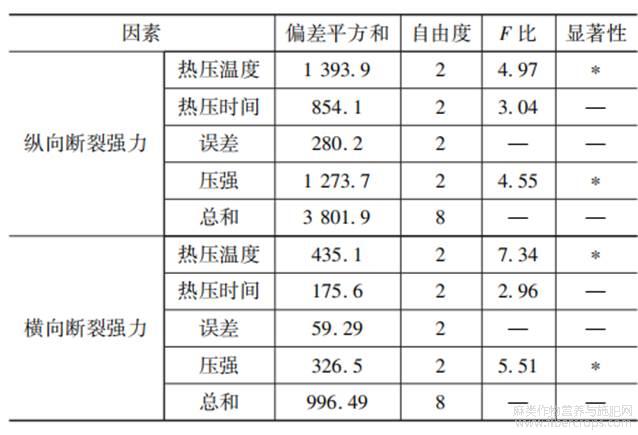
从表6可知,在显著性水平α=0.202下,热压温度和压强对样品纵、横向断裂强力的影响是显著的,热压时间的影响不显著。所以,从节约能源角度考虑,可
缩短热压时间,得到综合最优方案A2B1C3,即热压温度170℃,热压时间10s,压强6MPa,这与上文直观分析的结果相比2.3验证试验,仅在热压时间缩短为10s。
2.3验证试验
根据上述试验结果与分析,取直观分析所得最优方案A2B3C3和方差分析所得综合最优方案A2B1C3进行验证试验,并从表5的正交试验方案中选取强力最优和次优的试验方案(试验号分别为6、3、5)作为对照组,制备黄麻/黏胶/PLA混合比为50∶35∶15,面密度为100g/m2的包装材料,测试力学性能并进行比较,测试结果见表7。
表7 热压工艺参数验证试验结果
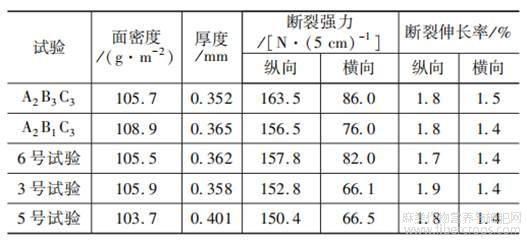
由表7可知,A2B3C3方案所得样品的纵、横向断裂强力均优于其他试验结果,说明直观分析所得最优方案是可靠、有效的。A2B1C3方案所得样品的纵、横向断裂强力虽低于最优水平,但其强力已可满足包装材料的力学性能要求,且热压时间较短,可节约能源,故本文选择其为综合最优热压工艺参数。
3结语
本文采用非织造成型技术,选用黄麻、黏胶、聚乳酸纤维为原料,通过梳理成网、针刺预加固、热压成型等工艺制备可降解包装材料。探索了混合比及面密度对可降解包装材料性能的影响,并通过正交试验得到热压成型的最优工艺参数。
(1)在样品面密度、PLA纤维比例一定时,向以黄麻为主的原料中加入黏胶纤维能够有效提高纤网中各纤维间的抱合、纠缠。随着黏胶纤维比例的增加,断裂强力先逐渐增加后趋于平缓。
(2)样品的强力由两部分组成:一部分源于针刺后纤维间的相互纠缠;另一部分源于PLA纤维在受热加压条件下熔融而将黄麻、黏胶纤维固结,后者对所制样品能否满足包装材料要求更为重要。
(3)黄麻/黏胶/PLA混合比为50∶35∶15,面密度为100g/m2时,热压温度和压强对样品纵、横向断裂强力有显著影响,热压时间的影响不显著。综合所得最优热压工艺参数为:热压温度170℃,压强6MPa,热压时间10s,在此条件下制备的材料可满足包装袋的力学性能要求。
参考文献
[1]LARISSA D V S, ARIAS C I L F, MANIGLIA B C, et al. Starch -
based biodegradable plastics: methods of production, challenges and future perspectives[ J]. Current Opinion in Food Science,2021,38: 378-390.
[2]SANDHYA A V,HARIKRISHNAN P,SANJAY M R,et al. Novel bio-degradable polymer films based on poly( 3 - hydroxybutyrate - co - 3 - hydroxyvalerate) and Ceiba pentandra natural fibers for packaging ap- plications[ J]. Food Packaging and Shelf Life,2020,25:489-498.
[3]李娟,邓婧,梁黎. 可降解塑料在包装产品中的应用进展[ J]. 塑料科技,2021,49(4):94-98.
[4]罗佳妮,王冰,邹汉涛,等. 麻纤维在非织造领域的应用和发展趋势[ J]. 山东纺织科技,2018,59(2):47-52.
[5]兰红艳,靳向煜,张彤彤. 麻类纤维在非织造领域的应用[ J]. 中国麻业,2006(1):45-47.
[6]陈伊凡,张晓惠. 白色污染的“ 克星” ———聚乳酸包装材料[ J]. 中国包装工业,2009(8):32-33.
[7]罗慧,张磊,林志行,等. 薄型黄麻/ 低熔点纤维复合地膜材料的研制[ J]. 纺织学报,2013,34(5):47-52.
[8]于洋,汪罗庚, 叶季昂, 等. 黄麻环保袋材料针刺成形技术研究[ J]. 非织造布,2010,18(3):13-16.
[9]倪冰选,焦晓宁. 非织造布环保购物袋的性能测试与应用分析[ J]. 产业用纺织品,2009,27(1):29-32.
[10]王思意,杨建平,郁崇文. 可降解黄麻/ 棉地膜的制备与性能研究[ J]. 产业用纺织品,2018,36(8):15-20.
[11]陶丽珍. 聚乳酸纤维热轧非织造布热轧温度的优化[ J]. 产业用纺织品,2013,31(9):21-23,27.
文章摘自:周柯妤,张斌,李召岭,郁崇文,杨建平,陈蔚翔,黄友清,陈平南,肖红.黄麻/黏胶/聚乳酸可降解非织包装材料的制备及性能[J].上海纺织科技,2021,49(12):22-25+34.
