摘 要:本发明涉及亚麻纱生产技术领域,且公开了一种亚麻纱生产处理方法,该亚麻纱生产处理方法,通过原料选用、清花工序、梳棉工序、精梳工序、并条工序、粗纱工序、细纱工序、络纱工序对亚麻纱进行加工。本发明通过将竹节工艺和弹力纱工艺结合应用在亚麻纺纱过程中,在亚麻纱中加入竹节和弹力效应,彰显了亚麻风格特征,克服了亚麻纤维弹力差、织物抗皱性差的缺点,增加了亚麻纱种类的多样性。
1.一种亚麻纱生产处理方法,其特征在于:包括原料选用,所述原料主要以纤维细度、长度、短绒率、纤、色泽、麻屑率等指标进行定等,细度在1000支左右适合纺11英支以下混纺纱,细度在1500支左右适合纺20英支左右的混纺纱,细度在1800支以上适合纺30英支以上混纺纱;
所述清花工序,使用设备把压紧的麻绒块松解成小麻束,清除原料中的杂质、疵点及短纤维,使不同性能的原料混合均均,均匀喂入,制成-定重量和长度的绒卷,以满足下道工加工需要;
所述梳棉工序,原料经过上到工序制成麻绒卷中,麻纤维仍然成熟、块状,要在梳棉机上进一步细致梳理,使束、块状纤维进一步分离,同时进一步清除麻绒中含有的杂质,通过梳棉机的“吸”和“放”纤维性能进一步增进生条的均匀度,为了便于下道工序加工,使纤维集合成条状,并有规律地圈放在条筒中;
所述精梳工序,经过精梳工序,排除一定长度以下的短纤维,清除纤维间包含的杂质,使纤维进一步伸直平行分离,制成条干均匀的精梳麻绒条;
所述并条工序,经清、梳工序所获得的条子为生条,生条中的大部分纤维仍然呈弯曲状态,纤维分离状态也较差,必须经过并条工I序随机叠合,条子的粗细段有机会相互重给,改善条子的均匀度,同时利用牵伸装置使若干根条子拉细,使输出条子不会增粗,在牵伸过程中,提高了纤维的伸直度;利用反复并合的方法实现纤维的混合,保证条子的混合均匀,稳定成纱质量,降低纱线断头率;输出形式仍是条筒;
所述粗纱工序,麻条经过前四道工序符合工艺要求后,在粗纱车间按工序要求进行牵伸、梳理、缠绕等具有一定支数符合质量标准、满足加工要求的粗纱;
所述细纱工序,是将前道工序的半成品粗纱经过不同的细纱机,纺成具有符合国家质量标准的细纱;
所述络纱工序,是将进行干燥处理好的管纱,按工艺要求连接起来,连成一定形状的简子,便于储存和运输。
2.根据权利要求1所述的一种亚麻纱生产处理方法,其特征在于:所述梳棉工序,工艺控制梳棉干重为30克/5米,除尘刀与刺辊的隔距为28毫米,高低位置与车面平齐,即高低数值为0,除尘刀刀背与机框水平面间的夹角为90°刺辊速度为1000r/min,锡林为38.0r/min.在工艺实践中除尘刀安装角度由90°改为85°,以保证落杂。
3.根据权利要求1所述的一种亚麻纱生产处理方法,其特征在于:所述精梳工序,增加落棉至20%,提高精梳条质量,合理调整分离结合定时,工艺中控制精梳干重30克/5米,梳理隔距为12毫米,落棉隔距为9毫米。
4.根据权利要求1所述的一种亚麻纱生产处理方法,其特征在于:所述并条工序,对并条工序牵伸大小要着重考虑,最终确定并条干重23克/5米,罗拉隔距20x23,加压分别为360N和370N。
技术领域
本发明涉及亚麻纱生产技术领域,具体为一种亚麻纱生产处理方法。
背景技术
亚麻纤维是人类最早使用的天然纤维,是天然纤维中唯一的束性植物纤维,具有天然的纺锤形结构和独特的果胶质斜边孔,由此产生的优良的吸湿、透气、防腐、抑菌、低静电等特性,使亚麻织物成为能够自然呼吸的织品,被誉为“纤维皇后”。
目前在亚麻纱纺织工艺中,生产工艺已趋于成熟,但在目前干纺亚麻纱中存在亚麻纤维弹力差、织物抗皱性差的缺点。
发明内容
本发明的目的是为了解决目前干纺亚麻纱中存在亚麻纤维弹力差、织物抗皱性差的缺点的问题,而提出的一种丝麻络纱设备。
本发明解决上述技术问题的技术方案如下:
一种亚麻纱生产处理方法,包括原料选用,所述原料主要以纤维细度、长度、短绒率、纤、色泽、麻屑率等指标进行定等,细度在1000支左右适合纺11英支以下混纺纱,细度在1500支左右适合纺20英支左右的混纺纱,细度在1800支以上适合纺30英支以上混纺纱。
所述清花工序,使用设备把压紧的麻绒块松解成小麻束,清除原料中的杂质、疵点及短纤维,使不同性能的原料混合均均,均匀喂入,制成-定重量和长度的绒卷,以满足下道工加工需要。
所述梳棉工序,原料经过上到工序制成麻绒卷中,麻纤维仍然成熟、块状,要在梳棉机上进一步细致梳理,使束、块状纤维进一步分离,同时进一步清除麻绒中含有的杂质,通过梳棉机的“吸”和“放”纤维性能进一步增进生条的均匀度,为了便于下道工序加工,使纤维集合成条状,并有规律地圈放在条筒中。
所述精梳工序,经过精梳工序,排除一定长度以下的短纤维,清除纤维间包含的杂质,使纤维进一步伸直平行分离,制成条干均匀的精梳麻绒条。
所述并条工序,经清、梳工序所获得的条子为生条,生条中的大部分纤维仍然呈弯曲状态,纤维分离状态也较差,必须经过并条工I序随机叠合,条子的粗细段有机会相互重给,改善条子的均匀度,同时利用牵伸装置使若干根条子拉细,使输出条子不会增粗,在牵伸过程中,提高了纤维的伸直度;利用反复并合的方法实现纤维的混合,保证条子的混合均匀,稳定成纱质量,降低纱线断头率;输出形式仍是条筒。
所述粗纱工序,麻条经过前四道工序符合工艺要求后,在粗纱车间按工序要求进行牵伸、梳理、缠绕等具有一定支数符合质量标准、满足加工要求的粗纱。
所述细纱工序,是将前道工序的半成品粗纱经过不同的细纱机,纺成具有符合国家质量标准的细纱。
所述络纱工序,是将进行干燥处理好的管纱,按工艺要求连接起来,连成一定形状的简子,便于储存和运输。
在上述技术方案的基础上,本发明还可以做如下改进。
优选地,所述梳棉工序,工艺控制梳棉干重为30克/5米,除尘刀与刺辊的隔距为28毫米,高低位置与车面平齐,即高低数值为0,除尘刀刀背与机框水平面间的夹角为90°刺辊速度为1000r/min,锡林为38.0r/min.在工艺实践中除尘刀安装角度由90°改为85°,以保证落杂。
优选地,所述精梳工序,增加落棉至20%,提高精梳条质量,合理调整分离结合定时,工艺中控制精梳干重30克/5米,梳理隔距为12毫米,落棉隔距为9毫米。
优选地,所述并条工序,对并条工序牵伸大小要着重考虑,最终确定并条干重23克/5米,罗拉隔距20x23,加压分别为360N和370N。
与现有技术相比,本申请的技术方案具有以下有益技术效果:
本发明通过将竹节工艺和弹力纱工艺结合应用在亚麻纺纱过程中,在亚麻纱中加入竹节和弹力效应,彰显了亚麻风格特征,克服了亚麻纤维弹力差、织物抗皱性差的缺点,增加了亚麻纱种类的多样性。
附图说明
图1为本发明加工步骤示意图。
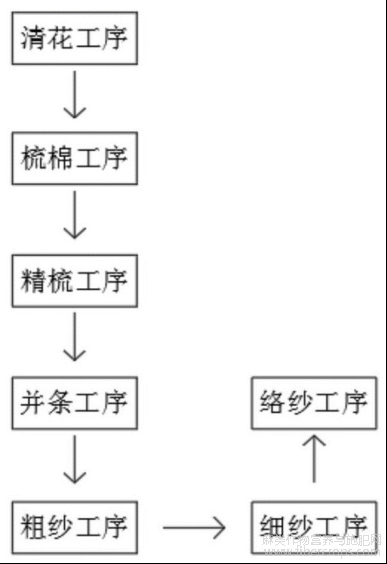
图1
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例中,由图1给出,一种亚麻纱生产处理方法,包括原料选用,所述原料主要以纤维细度、长度、短绒率、纤、色泽、麻屑率等指标进行定等,细度在1000支左右适合纺11英支以下混纺纱,细度在1500支左右适合纺20英支左右的混纺纱,细度在1800支以上适合纺30英支以上混纺纱。
所述清花工序,使用设备把压紧的麻绒块松解成小麻束,清除原料中的杂质、疵点及短纤维,使不同性能的原料混合均均,均匀喂入,制成-定重量和长度的绒卷,以满足下道工加工需要。
所述梳棉工序,原料经过上到工序制成麻绒卷中,麻纤维仍然成熟、块状,要在梳棉机上进一步细致梳理,使束、块状纤维进一步分离,同时进一步清除麻绒中含有的杂质,通过梳棉机的“吸”和“放”纤维性能进一步增进生条的均匀度,为了便于下道工序加工,使纤维集合成条状,并有规律地圈放在条筒中。
所述精梳工序,经过精梳工序,排除一定长度以下的短纤维,清除纤维间包含的杂质,使纤维进一步伸直平行分离,制成条干均匀的精梳麻绒条。
所述并条工序,经清、梳工序所获得的条子为生条,生条中的大部分纤维仍然呈弯曲状态,纤维分离状态也较差,必须经过并条工I序随机叠合,条子的粗细段有机会相互重给,改善条子的均匀度,同时利用牵伸装置使若干根条子拉细,使输出条子不会增粗,在牵伸过程中,提高了纤维的伸直度;利用反复并合的方法实现纤维的混合,保证条子的混合均匀,稳定成纱质量,降低纱线断头率;输出形式仍是条筒。
所述粗纱工序,麻条经过前四道工序符合工艺要求后,在粗纱车间按工序要求进行牵伸、梳理、缠绕等具有一定支数符合质量标准、满足加工要求的粗纱。
所述细纱工序,是将前道工序的半成品粗纱经过不同的细纱机,纺成具有符合国家质量标准的细纱。
所述络纱工序,是将进行干燥处理好的管纱,按工艺要求连接起来,连成一定形状的简子,便于储存和运输。
在上述技术方案的基础上,本发明还可以做如下改进。
所述梳棉工序,工艺控制梳棉干重为30克/5米,除尘刀与刺辊的隔距为28毫米,高低位置与车面平齐,即高低数值为0,除尘刀刀背与机框水平面间的夹角为90°刺辊速度为1000r/min,锡林为38.0r/min.在工艺实践中除尘刀安装角度由90°改为85°,以保证落杂。
所述精梳工序,增加落棉至20%,提高精梳条质量,合理调整分离结合定时,工艺中控制精梳干重30克/5米,梳理隔距为12毫米,落棉隔距为9毫米。
所述并条工序,对并条工序牵伸大小要着重考虑,最终确定并条干重23克/5米,罗拉隔距20x23,加压分别为360N和370N。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
摘自国家发明专利,发明人:俞玉成,申请号:202310908595.X,申请日:2023.07.24
